



The Ryson High Speed Rotator is an innovative conveyor for in-line rotating unitized loads and can used in packing lines where products need to be rotated upside down or to one side without delay or product damage. The Ryson High Speed Rotator can accommodate a wide range of load sizes without adjustment. The loads can be rotated 90º or 180º in a continuous motion.
Read More>
We invite you to visit the Ryson’s booth in Mexico City at ExpoPack the end of this month. We will be displaying our innovative vertical conveying solutions with a running spiral conveyor.
Read More>
As a service to our customers and Systems Integrators, Ryson offers video Factory Acceptance Tests. This is an efficient way to see and approve the Ryson Vertical Spiral Conveyors running prior to shipment from our production facility in Yorktown, Virginia.
Read More>
Ryson Spiral Conveyor replaces a gravity spiral to resolve operational, safety and product damage issues at a distribution warehouse.
Read More>
Distribution, Warehousing and Order picking systems are common applications for Ryson Spiral Conveyors.
Read More>
The Ryson bucket elevators are designed to gently convey measured quantities of bulk materials vertically and horizontally and are well-suited for a broad range of bulk products in the food, agriculture, pharmaceutical, cosmetic, chemical, ceramic, glass, recycling, building and metallurgical industries.
Read More>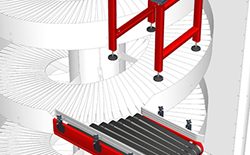
Ryson Spiral Conveyors save space and Extend Operating Flexibility. With the Multiple Entry Spiral Conveyors in a Multi-tiered warehouse, that space savings is multiplied.
Read More>
A new case conveyor system at Jelly Belly will use a Ryson Dual Track Spiral Conveyor to help balance the product flow to three robotic palletizers, speeding up their packaging lines while saving floorspace by replacing antiquated incline conveyors.
Read More>
Ryson’s customer-centric commitment to service and support offers 3D drawings of most of our spiral conveyor models within 24 hours to our integrators.
Read More>