


Ryson conveyors are engineered for facilities that need compact layouts, continuous vertical movement, reliable operation, and integration with larger conveyor systems. Modular designs, pre-tested equipment, low-maintenance components, and application-specific configurations help reduce installation risk and support long-term uptime.
Most Ryson spirals are shipped in one piece, pre-assembled and pre-tested to reduce installation time and startup complexity.
Ryson Spirals and components are designed for reliability, long service life, and reduced total cost of ownership.

Ryson’s modular design makes it easier to configure equipment for new systems and modify equipment when facility needs change.
Ryson conveyors are available in a range of sizes and configurations to match product type, throughput, elevation, and layout requirements.
Ryson conveyors commonly integrate into larger conveyor control systems, with control and pre-wiring options available. A Variable Frequency Drive (VFD) is required for proper operation of the Spirals.
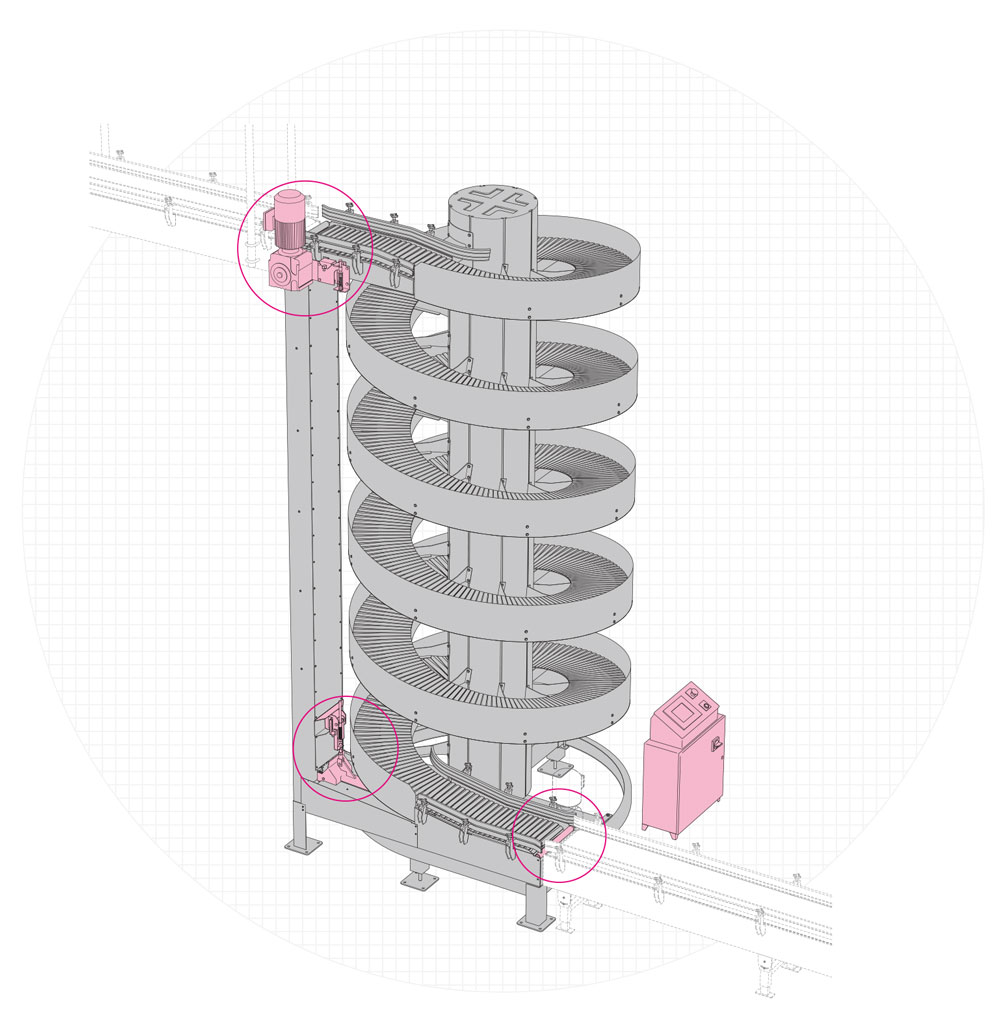
Ryson’s proprietary slat belt supports low-friction operation without sliding movements or wear strips on the spiral conveyor. The belt is pulled by a heavy-duty steel roller chain, while precision steel roller bearings support the slats on a polyurethane surface. This design helps manage side forces in the spiral path and supports high load-carrying capacity, low noise, reliable starts and stops, and long service life.
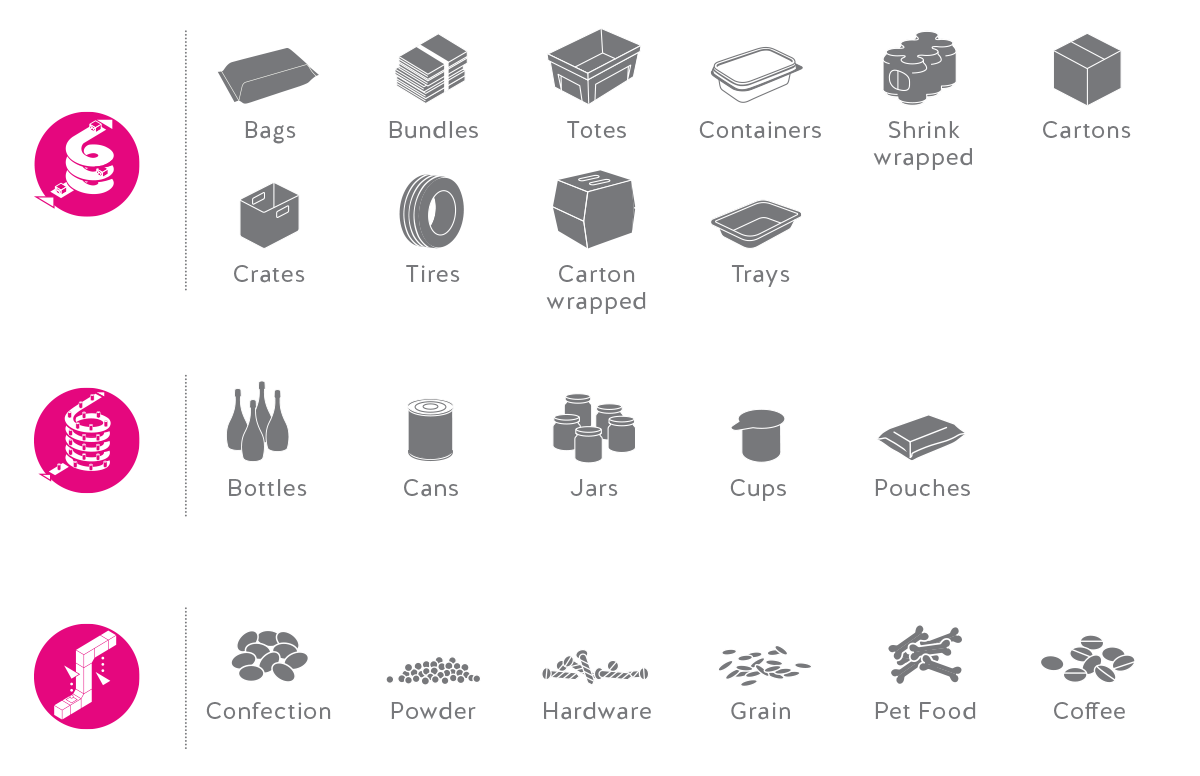
Overlapping slats are used on the Unit Load and High Capacity Spiral Conveyors, providing an efficient and safe conveying surface for cartons, cases, trays, totes and all sorts of packaged products. Available in 8”, 12”, 16”, 20”, 24” , 26, 30” and 36″ wide slats. Friction inserts can be optionally added when additional grip is required.
Nesting slats are used in the Mass Flow and Narrow Trak Spiral Conveyors that convey small loads including loose bottles, cans, jars and similar containers. The conveying surface is flat without gaps, facilitating a smooth and reliable product side transfer. This can be done in a single file or in mass. They are available in 6”, 9”, 10”, 16” and 20” wide slats.
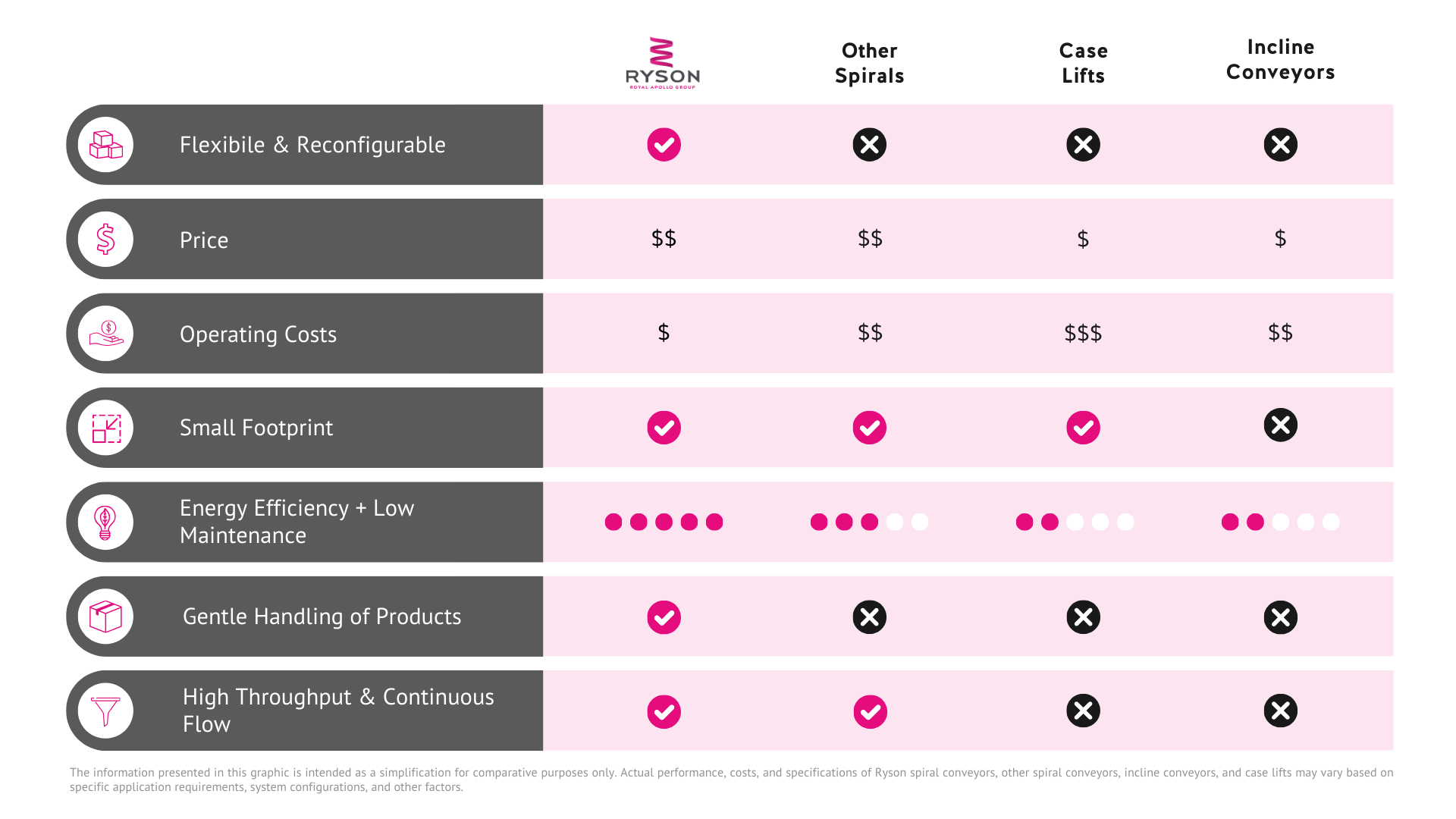
Ryson Spiral Conveyors require only one drive motor, reducing energy use, controls complexity, and system integration cost.
Ryson’s low-friction chain slat belt allows compact Spiral Conveyor designs that help preserve valuable production and warehouse floor space.
Ryson Spirals include horizontal infeed and outfeed sections to support smooth transfers between the spiral and adjoining conveyors.
Ryson Spiral Conveyors can help facilities maintain steady product movement between elevations without unnecessary product stoppages.
Ryson offers multiple conveyor types and configurations for packaged goods, unit loads, containers, bulk products, accumulation, and multi-level material handling systems.
Ryson’s Modular design allows flexibly in installation, and also makes it cost effective to field modify to accommodate line changes.
Ryson works with end users and integrators to match conveyor equipment to product type, throughput, facility layout, controls requirements, and operational goals. Review Ryson industry pages and application stories to see examples of vertical conveying solutions in real facilities, then contact Ryson for application-specific guidance.
Ryson is a specialist manufacturer of vertical conveying solutions with products designed for compact layouts, reliable operation, and integration into larger conveyor systems. Buyers choose Ryson when they need engineered application support, modular equipment, long-term parts and service resources, and vertical conveying products built around real industrial operating conditions.
Choose a Unit Load Spiral Conveyor for packaged goods, a Bucket Elevator for bulk materials, a Rotating Conveyor for in-line package orientation, and a Vertical Accumulation Buffer when production lines need compact overhead (vertical) buffering.
A Spiral Conveyor typically moves packaged or unitized products vertically in a continuous flow and small footprint. A Bucket Elevator transports bulk materials such as powders, granules, seeds, ingredients, or small loose products in an enclosed unit with pivoting buckets.
Warehouses typically use High Capacity Spirals, Wide Trak Spirals, Multiple Infeed Spirals, for intermediate entry and exit and Case Spirals to move cartons, totes, trays, and cases between mezzanines, pick modules, sorters, and conveyor levels.
Food and beverage operations often use Mass Flow Spirals, Narrow Trak Spirals, Case Spirals, Bucket Elevators, with stainless or wet-environment configurations for bottles, cans, jars, cases, ingredients, and packaged products.
Spiral conveyors, Dual Track Spirals, Narrow Trak Spirals, and Vertical Accumulation Buffers are strong options when floor space is limited because they use vertical or overhead space instead of long horizontal conveyor runs.
Yes. Ryson equipment is commonly integrated into larger conveyor and automation systems. Many spirals ship pre-assembled and are pre-tested. Controls package is optional because many integrators prefer to use their own controls systems.
Yes. Ryson can help match the right conveyor to the product, layout, throughput, operating environment, and integration requirements. Simply fill in our Request for Quotation form and someone from our sales team will select the correct machine for your needs.
We may place these for analysis of our visitor data, to improve our website, show personalized content and to give you a great website experience. For more information about the cookies we use open the settings. Privacy Policy.