Food & Beverage Spiral Conveyors and Bucket Elevators
Reliable vertical conveying for bottling, packaging, freezer, and ingredient-handling applications
Ryson Spiral Conveyors and Bucket Elevators help food and beverage manufacturers move products vertically while reducing floor-space requirements and supporting continuous product flow. Our systems are used in bottling lines, food processing plants, packaging operations, freezer environments, and ingredient-handling applications to transport bottles, cans, jars, cases, trays, and bulk materials efficiently and reliably.
Whether you need to elevate packaged products to a palletizer, move containers between production levels, or feed ingredients into hoppers and mixers, Ryson offers application-specific vertical conveying solutions designed for uptime, flexibility, and long service life.
Food and beverage manufacturers face constant pressure to increase throughput, improve plant efficiency, and make better use of available floor space. At the same time, production lines must stay reliable, easy to maintain, and adaptable to changing product mixes and packaging formats.
Ryson helps solve these challenges with vertical conveying equipment designed specifically for real production environments. Our Spiral Conveyors and Bucket Elevators are used across beverage bottling, food packaging, frozen food operations, and bulk ingredient handling to create efficient line layouts and dependable product flow.
Ryson Spiral Conveyors
are the ultimate in
space savings, which is
critical as operations
try to produce more
product, in less space. They convey product vertically within a very efficient footprint. This fact alone significantly reduces a
company’s total cost of ownership.
Benefits
Expand vertically with Ryson Spiral Conveyors
Lower Cost of Ownership
Ryson vertical conveyors are designed to help food and beverage plants lower total cost of ownership through reliable operation, compact layouts, and reduced maintenance requirements. By moving products vertically in a small footprint, Ryson systems can reduce the need for long incline conveyors and free up valuable production space.
Our Spiral Conveyors are built for long service life and dependable performance in demanding manufacturing environments. Many food and beverage facilities choose Ryson to improve line efficiency, reduce downtime, and support future production growth without major layout expansion.
Modularity
Food and beverage operations often need to adapt to new packaging formats, line changes, production increases, or plant reconfiguration. Ryson Spiral Conveyors are designed with modularity in mind, making them easier to integrate into new and existing systems.
Our spirals are built to exact application requirements and can be configured with extended infeed and outfeed tangents, multiple entry and exit elevations, and layouts that fit available plant space. This flexibility makes Ryson a strong fit for brownfield facilities, line expansions, and operations that need efficient vertical conveying without sacrificing floor space.
Reliability
Food and beverage plants depend on conveying equipment that can keep products moving with minimal interruption. Ryson Spiral Conveyors are designed for continuous operation and dependable uptime in high-throughput environments.
Our systems are shop-tested before shipment and built to support consistent, low-maintenance performance. Ryson spirals are also gentle on products, helping maintain product stability while moving bottles, cans, jars, cartons, cases, trays, and totes between elevations.
For facilities operating in cold environments, Ryson also offers spiral conveyors configured for freezer applications, with designs capable of operating in temperatures down to -40 F.
Use Cases
End of Line Transport:
Ryson vertical conveyors are used in a wide range of food and beverage workflows where products must move between elevations efficiently and in a compact footprint. Application fit depends on product type, throughput, environment, and line layout.
Ryson Spiral Conveyors are commonly used to move packaged goods from production lines to palletizing, storage, or distribution areas. Typical applications include moving cases, cartons, trays, and totes to palletizers; connecting packaging lines to mezzanines or upper levels; and transferring packaged goods to shipping or warehouse areas.
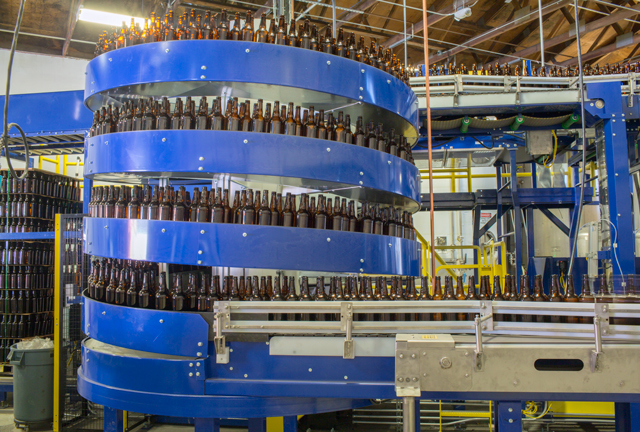
Ryson Mass Flow Spirals are ideal for high-speed movement of bottles, cans, jars, and similar containers. These systems are often used between bulk depalletizing, filling, retort, labeling, and packaging operations. In suitable applications, they can move up to 2,000 containers per minute.
Ryson Spiral Conveyors can be configured for freezer and cold-storage environments. Freezer spirals are designed with application-specific components and can operate in environments down to -40 F.
These spirals can function at low temperatures because their carrying surfaces roll on bearings. Some materials are replaced with low-temperature components, and lubricants are adjusted to suit the cold environment. Heaters may be needed for some electronics.
Ryson Bucket Elevators are well suited for moving dense, low-moisture, free-flowing bulk materials vertically. These systems are often used to feed hoppers, scales, and mixers in food manufacturing processes, and can be configured for multiple discharge points.
Ryson offers several vertical conveying solutions for food and beverage manufacturers. The right system depends on the product being handled, the required throughput, the available floor space, and where the conveyor fits into the production process.
Case Spiral Conveyors - designed to move cartons, cases, trays, totes, shrink-wrapped packages, and other packaged goods vertically in a compact footprint.
Mass Flow Spiral Conveyors - designed for bottles, cans, jars, and other containers that need to move in continuous flow.
Bucket Elevators are heavy duty, totally enclosed, have pivoting buckets and can be supplied with multiple in and outlets. Ryson’s Bucket Elevators or Bucket Conveyors combine vertical and horizontal transportation of bulk materials in one robust unit. Their modular design and configurable options make them a unique and highly effective solution for your bulk material conveyor needs.
The Ryson Mass Flow Spirals are designed to vertically convey full or empty bottles, cans, jars and similar containers. Products are conveyed up or down in a continuous mass flow at a rate of up to 2,000 per minute. They have a relatively small footprint and can provide considerable space savings compared to conventional incline methods.
The Ryson Unit Load Spiral Conveyors – or case spiral – can convey cartons, cases, trays, totes and all sorts of packaged goods up or down in a continuous flow. Central to our design is the Ryson proprietary slat-style belts designed with rolling friction without any sliding movements or wear strips. This facilitates a small footprint, high speed, low noise, low maintenance and a long life. Ryson Spirals are available in powder coated carbon steel, stainless steel, hybrid and freezer versions.
Why Food and Beverage Manufacturers Choose Ryson
Food and beverage manufacturers choose Ryson because our vertical conveyors are designed to solve real production challenges: limited floor space, demanding throughput requirements, changing line layouts, and the need for dependable uptime.
With Ryson, you get compact vertical conveying, application-specific solutions, modular system design, reliable low-maintenance operation, freezer-capable options, and engineering support to help match the right conveyor to your process.
Frequently Asked Questions
How are Ryson conveyors used in food and beverage plants?
Ryson conveyors move bottles, cans, jars, cases, trays, packaged products, frozen foods, and selected bulk ingredients vertically through production, retort, packaging, freezer, and ingredient-handling applications.
Can Ryson equipment be used in freezer environments?
Yes. Ryson offers freezer-oriented Spiral configurations, and can be configured to operate down to -40 degrees F when designed for cold conditions.
Can Ryson conveyors support ingredient handling?
Yes. Ryson Bucket Elevators can support bulk ingredient handling where powders, grains, seeds, pet food, or other free-flowing materials need enclosed vertical movement. A single unit can also be configured to feed multiple processes.
Are Ryson conveyors available in stainless steel?
Yes. Ryson Spiral Conveyors are available in stainless steel and hybrid versions for wash-down or wet environments, depending on the application. They are however not ideal in high-pressure and heavy caustics sanitation.
How can vertical conveying reduce food and beverage floor-space pressure?
By moving products vertically in a compact footprint, Ryson systems reduce the need for long incline conveyors and free up valuable production space for processing, packaging, sanitation access, and operations. They can also facilitate easy access instead of “land locking” areas with floor-level conveying.
What questions should food processors ask before selecting a conveyor?
Processors should define product type, sanitation expectations, temperature range, washdown needs, throughput, elevation change, packaging format, transfer points, and integration requirements.
Can Ryson equipment support both packaged products and bulk materials?
Yes. Spiral Conveyors handle packaged items such as bottles, cans, jars, cases, and trays, while Bucket Elevators handle many free-flowing bulk ingredients and materials.
Vertical Conveying Solutions for Food and Beverage Plants
Ryson is an ideal solution that helps food and beverage manufacturers move products vertically with less floor-space demand, reliable continuous flow, and application-specific equipment designs. From bottles, cans, and jars to cases, trays, and bulk ingredients, our Spiral Conveyors and Bucket Elevators support efficient production layouts across packaging, processing, freezer, and ingredient-handling applications.
Fill out the form below to request additional information.
We use Cookies
We may place these for analysis of our visitor data, to improve our website, show personalized content and to give you a great website experience. For more information about the cookies we use open the settings. Privacy Policy.