For Ryson, Pack Expo East 2026 centered on meaningful conversations. We connected with professionals ready to elevate their vertical conveying strategy. Instead of chasing volume, we focused on quality conversations. As a result, every discussion delivered insight and opportunity.
Compelling Conversations with Integrators and End Users
This year, quality clearly outweighed quantity at our booth. Integrators and end users came prepared with focused questions. They wanted to improve system optimization, boost efficiency, simplify maintenance, and maximize ROI.
Because Pack Expo East is a regional show, we spent more time with each visitor. Many attendees don’t typically travel to the larger Pack Expo events. Therefore, the setting allowed deeper technical discussions and stronger relationship building. Our local integrator partners also brought customers directly to our booth. That direct collaboration created real momentum on active projects.
Throughout the show, our team explored how Ryson Spiral Conveyors support larger turnkey systems. We demonstrated how Spirals streamline layouts and free up valuable floor space. We explained how our single motor design reduces complexity. Most importantly, we showed how reduced maintenance demands help lower operating costs over time.
CHC Booth at Pack Expo East
Partner Spotlight: CHC at Pack Expo East
Another highlight came from our integrator partner, Conveyor Handling Company (CHC). CHC featured a Ryson Spiral in their booth, which reinforced the strength of our partnership. Their display allowed attendees to see our technology integrated within a broader system solution.
We take pride in supporting our integrators with more than brochures. We provide demo Spirals for showrooms and trade shows. Additionally we help partners present real equipment that proves performance and reliability. That hands-on approach builds confidence and drives project success.
Looking Ahead
Pack Expo East 2026 delivered strong engagement and valuable connections. Each conversation strengthened the collaborative foundation that moves us forward. From engineers and maintenance teams to plant managers and system designers, we left inspired by the shared focus on efficiency and innovation.
Now, we turn our attention to MODEX in April in Atlanta, GA. We look forward to continuing the conversation and helping more facilities optimize their vertical conveying systems with Ryson Spiral Conveyors.
TCO – What is Total Cost of Ownership?
When businesses invest in industrial equipment, it’s easy to get tunnel vision. We often focus on the “sticker price”, number at the bottom of the quote. Oftentimes forgetting that an industrial asset is a decades-long relationship, not a one-time transaction.
This is the core of Total Cost of Ownership (TCO).
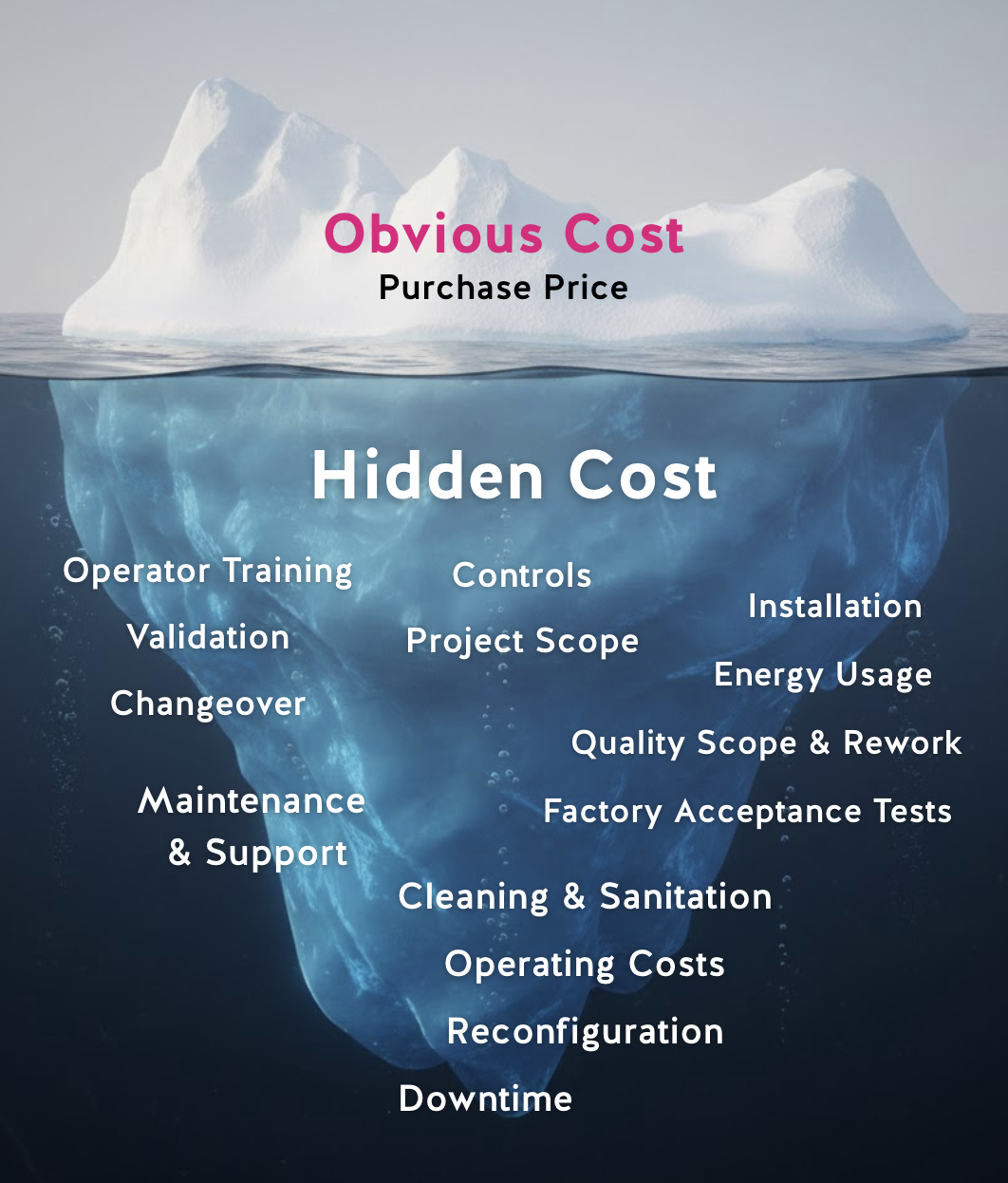
In an industrial setting, focusing solely on the initial capital expenditure (CAPEX) is like looking at the tip of an iceberg while ignoring the massive, submerged mass that can sink your operational budget. A truly successful investment isn’t just about what you pay today; it’s about what you keep paying over the next ten to twenty years.
The True Cost of Industrial Assets
Understanding TCO requires looking at the full lifecycle of a machine. Generally, these costs fall into two distinct categories:
Acquisition Costs: This is the visible “tip.” It includes the purchase price, of course, but also the logistical hurdles like shipping, customs duties, and the complex process of installation and setup.
The “Hidden” Long-Tail Costs: This is where the budget often bleeds. It encompasses:
Operating Costs: The daily “rent” you pay to run the machine, from energy consumption and fuel to the personnel costs required for operation.
Training Costs: The specialized expenses for getting your workforce up to speed on new technology.
Maintenance & Support: The inevitable need for spare parts, routine servicing, and expert technical support.
Downtime and Poor Quality Costs: Perhaps the most painful of all. The lost productivity during maintenance or the financial drain caused by inefficiencies, breakdowns, and sub-par output.
What’s an example for TCO comparison?
As an example we can look at two vehicles, one with a low purchase price but that gets poor fuel mileage and requires frequent costly maintenance vs. another that has a higher purchase price but that gets good mileage and requires infrequent maintenance with reasonably priced components. Obviously the first will require less initial investment but with time it will cost more to “own” especially if used frequently and for long distances. If you include other less tangible costs like loss of use, or substitution costs, when the resource is unavailable because of repair and incidental costs like towing when the vehicle unexpectedly breaks down, the total cost of the initially less expensive option becomes rapidly more expensive to own than the other option.
TCO in Vertical Conveyance: The Ryson Spiral
When we apply this lens to vertical conveyance, the Ryson Spiral stands out as a prime example of why TCO matters more than the initial quote.
Ryson’s spirals are designed and manufactured to provide a lower total cost of ownership (TCO) when considering all costs associated with owning and operating equipment for vertical transportation of goods; initial price, shipping, installation, operation, maintenance, consumables, and reconfiguration.
Let’s break it down…
How Do Ryson Spirals Lower Your Cost of Ownership?
When evaluating total cost of ownership, vertical conveying becomes a long-term business decision, not a simple purchase. This is where the Ryson Spiral clearly stands apart.
Space efficiency
Space savings delivers an immediate return. A Ryson Spiral can reduce floor space requirements by up to 75 percent compared to traditional incline conveyors. That reclaimed space can delay building expansions or free room for new production lines. In facilities where floor space can cost more than $100 per square foot, those savings add up quickly.
Energy efficiency
Low energy consumption further reduces lifetime operating costs. Ryson Spirals use a low-friction conveying surface that moves product vertically with just one low horsepower motor. Traditional incline systems often require multiple conveyors and drives to achieve the same elevation change. In facilities operating dozens, or even hundreds, of conveyors, reducing the total number of motors can significantly lower annual energy use. Those savings appear directly on utility bills while also reducing heat and electrical load across the facility.
Durability
Durability also plays a critical role in total cost of ownership. Ryson Spirals use a single, continuous belt with fewer moving parts than modular conveyor systems. As a result, maintenance requirements can drop by 30-40 %. Fewer wear components reduce unplanned downtime, limit spare parts inventory, and extend service intervals. In high-throughput operations, avoiding even a few hours of downtime each year can protect substantial revenue.
Flexibility
Future-proofing further protects long-term capital investment. Ryson Spirals can be reconfigured, repurposed, or relocated as operational needs change. Instead of replacing equipment, operators extend its useful life. At the end of service, major components remain recyclable, reducing disposal costs and supporting sustainability goals.
Taken together, these advantages change the cost conversation. Ryson Spirals may not always carry the lowest initial price. However, when space savings, energy efficiency, reliability, and adaptability are considered, the Ryson Spiral consistently delivers a lower total cost of ownership.
Two Pre-Built Ryson Spirals Available for Immediate Sale
Pre-Built Ryson Spirals Available for Immediate Sale
Production timelines can shift quickly, and when equipment arrives late, entire systems feel the impact. To help mitigate those risks, Ryson is offering a rare opportunity to secure pre-built Ryson Spirals with no build lead time.
Ryson currently has two fully assembled Spirals available for immediate shipment. Pre-built units like these are uncommon, making this a unique chance to keep projects moving without the typical production wait.
These Pre-Built Ryson Spirals meet the same engineering and quality standards as every Ryson Spiral Conveyor. They are not test units. They are not prototypes. These Spirals are production-ready machines designed for continuous operation in demanding environments.
What are they Suited For?
These Spirals were specified to handle sealed cases, roughly 24″ X 16″ with a weight of up to 65 lbs. So these spirals could be used at end-of-line in a packaging line, or conveying from one level to the next in a warehouse.
These Spirals may not fit your layout perfectly. But That’s ok. Because of thier modular design, we can modify these to fit the specifics of you application very cost effectively.
Detailed specifications for each unit are also available for download. Reviewing elevations, dimensions, and load ratings will help confirm application fit. Availability is limited, and once these Spirals are sold, the opportunity ends.
For facilities facing tight schedules, these Spirals can help keep projects moving. Faster delivery reduces installation delays and helps support expansions, retrofits, or unexpected capacity needs. In addition, because these Spirals are already built, they may be available at a deep discount compared to a new custom order. Speed and cost savings rarely align this well.
As a reminder, Ryson will exhibit at Pack Expo East in a few weeks. If you plan to attend, you can discuss these Spirals directly with our team at the show. It is an ideal setting to review specs, timelines, and next steps in person.
When speed matters, having a Spiral ready now can keep your operation on track.
Reduce Unplanned Downtime with a Ryson Spare Parts Kit
Unplanned downtime remains one of the most expensive risks in modern production environments. Every minute a line sits idle affects output, labor efficiency, and delivery commitments. That reality makes preparation just as important as performance. One of the simplest ways to reduce downtime starts with having the right spare parts on hand.
Industry studies estimate that unplanned downtime costs manufacturers between $5,000 and $50,000 per hour, depending on the operation. Additionally, in high-speed food, beverage, or packaging environments, that number often climbs higher. Lost production, idle labor, product waste, and recovery time all compound the cost. Against those figures, the price of a spare parts kit becomes almost negligible.
What is a Spare Parts Kit?
A Spare Parts Kit includes a small set of components most likely needed if an issue occurs with a Spiral in the field or at an end user facility. The list stays intentionally short, and the cost remains minimal when compared to lost production from downtime. Ryson builds Spirals to the highest quality standards worldwide. However, even the best equipment cannot prevent every unforeseen issue. A small investment today can return value many times over the life of the Spiral.
Why are they important?
Keeping spare parts on site allows maintenance teams to respond quickly when an unexpected issue occurs. Instead of waiting for deliveries, teams can restore the line and resume production sooner. While Ryson can ship most parts the same day, parts already on hand reduce downtime even further. In an industry where time directly affects cost, preparation makes a measurable difference. It also supports peace of mind, giving Operations Managers and Maintenance teams confidence in today’s fast-moving workplace.
“The cost is very low compared to the cost of lost production due to downtime.”
Ryson customers often echo the same point. Even the most reliable equipment operates in real-world conditions. Wear, unexpected impacts, and environmental factors remain outside of any design control. Planning for those moments supports uptime without compromising long-term reliability.
Having spare parts on hand shortens the repair window. Beyond cost savings, preparedness improves confidence across the plant floor. Maintenance teams respond faster. Operations managers also reduce stress during peak production periods. Consistency replaces uncertainty, even when challenges arise.
Ryson takes pride in building Spirals that perform reliably for years. Still, A spare parts kit protects that investment and often pays for itself many times over the life of the Spiral Conveyor.
Below is a general guide for what is included in a spare parts kit. Naturally, the actual parts and quantities would depend on the size and model of your Spiral. The exact list of suggested spare parts will be detailed in your Spiral Manual. If you don’t have the manual to your machine, you can request one here.
Description
Suggested Quantity
UOM
AA-3 Carrier black guide unit
25
PAIR
CC-3 Carrier black load unit
25
PAIR
Connector type 3 Black
50
EACH
Connector type 3 Green (Master Links)
5
EACH
Master Link
5
EACH
Conveyor slat right
100
EACH
Conveyor slat left
100
EACH
Friction Insert 75 Shore Black
250
EACH
Friction Insert 75 Shore Blue (For Master Links)
20
EACH
Polyurethane guide
25
FEET
Prox Switch 24VDC
1
EACH
Drive Shaft 40mm plus keys
1
EACH
Idler Shaft 40mm plus keys
1
EACH
Shaft Bearings 40mm bore
2
EACH
Sprocket ¾”x19T 40mm bore
1
EACH
SEW Eurodrive Gearmotor
1
EACH
To support that commitment, the Ryson Parts and Service team remains available to assist with part selection, maintenance planning, and long-term system care. Their goal stays simple. Keep your Spiral running. Keep downtime low. Protect the performance you invested in.
Ryson Spirals Are SMART Vertical Conveying
Today’s production and warehousing environments demand efficient, flexible, and sustainable equipment. Ryson Spiral Conveyors meet those demands as SMART vertical conveying systems. They optimize space, reduce energy use, and deliver consistent performance.
Ryson Spirals focus on energy efficiency and long-term value. Their low-friction design reduces power consumption and limits wear. Each spiral runs on a single motor, which simplifies operation and lowers energy demand.
Ryson builds every Spiral using aluminum and steel. Both materials rank among the most recyclable and resource-efficient available. Fewer moving parts also mean fewer replacements over time. As a result, maintenance needs drop and service life increases.
Together, these benefits reduce environmental impact and lower total cost of ownership. Sustainability becomes a built-in advantage, not an added feature.
No two facilities operate the same way. That’s why Ryson Spirals feature a modular design. Each unit adapts to existing conveyor lines and evolving layouts.
Facilities can reconfigure Spirals as production needs change. Instead of replacing equipment, teams reuse existing systems. This approach saves time, reduces waste, and protects capital investments.
Modularity allows your conveyor system to grow with your operation, not restrict it.
Adaptability
Ryson Spirals handle a wide range of products with smooth, continuous flow. They support applications across food and beverage, e-commerce, packaging, and distribution. They are ideal for modernization projects.
Their compact footprint makes them ideal for upgrade projects because Spirals fit into tight spaces where traditional conveyors might struggle. Replacing outdated equipment can also drastically increase throughput and helps minimize disruptions. Facilities often gain throughput while reducing floor space.
Reliability
Downtime costs money.
Downtime costs money and disrupts schedules.
Ryson Spirals deliver proven reliability across global installations. Precision engineering and high-quality components support continuous operation. Decades of experience reinforce every design decision.
If issues arise, Ryson’s service and spare parts teams respond quickly. Support remains dependable long after installation.
Technology
Innovation drives every Ryson Spiral. Integrated controls and smart configurations support modern production environments. Digital-ready designs prepare systems for future upgrades.
This focus on technology ensures your vertical conveying system stays relevant as operations evolve.
Choosing a Ryson SMART Spiral means investing in sustainability, flexibility, and long-term reliability. Read more detailed information on our SMART Spiral in this informative White Paper.
A Closer Look at Ryson Spiral Options for Food and Beverage Production
Food and beverage plants rarely have extra floor space. Production lines grow faster, while layouts stay tight. As a result, manufacturers continue to rely on Vertical Conveying Options that support throughput without disrupting existing operations. Ryson Spirals meet this challenge by combining reliability, flexibility, and a compact footprint that fits demanding environments.
Ryson Spirals remain a staple across food and beverage facilities. Their vertical design preserves valuable floor space while keeping products moving smoothly between elevations. Breweries, bottling plants, and packaging operations benefit from predictable flow and consistent uptime, even in wet conditions.
A recent project with Integrator Partner Sidel highlights how adaptable Ryson Spirals can be. This Spiral supports a high-speed bottling line at a brewery, where sanitation, speed, and layout efficiency remain critical. This application also showcases several customizable Vertical Conveying Options that often go unnoticed during early design discussions.
This Spiral uses Ryson’s Hybrid Design. The center column and spiral track feature powder-coated aluminum, while the exterior guards, base frame, and hardware use stainless steel. Zinc-plated steel supports the remaining structure, including the load arms. Stainless steel bearings ensure suitability for wet environments. Together, these materials balance corrosion resistance with cost control, offering a practical alternative to fully stainless systems.
Custom tangents further enhance layout efficiency. By extending the infeed or discharge beyond the Spiral base, designers can remove unnecessary curved conveyors. In this brewery application, the configuration eliminates the need for a 90-degree curve at discharge. Fewer conveyors reduce energy consumption, simplify maintenance, and minimize transfer points that can disrupt flow.
Speed control also plays a key role in system performance. Ryson specifies each Spiral to a defined operating speed, while variable frequency drives allow fine adjustments once production begins. This flexibility helps match upstream and downstream equipment. In this case, the Spiral operates at 200 feet per minute, supporting high-speed bottling while maintaining product stability.
Product stability depends on speed, incline, and container type. Ryson addresses these variables with optional friction enhancements. Slats can include friction nubs to reduce slide-back on challenging products. Available friction levels of 25, 50, or 100 percent allow precise tuning for each application.
Together, these Vertical Conveying Options help food and beverage producers maximize space, simplify layouts, and maintain reliable operation. Ryson Spirals adapt to real-world production demands without unnecessary complexity. For more details on configurable features, visit the Ryson Spiral Conveyors page.
Ryson’s Spring Trade Show Plan 2026
Ryson is gearing up for a busy and highly focused trade show year in 2026, with a calendar designed around where our customers are planning, specifying, and modernizing their operations.
Ryson’s Spring Trade Shows 2026
In 2026, more of our conversations with customers are about plant modernization, space constraints, and flexible automation than ever before. Trade shows give engineers, operations leaders, and integrators a chance to see how Ryson Spiral Conveyors address these challenges in real layouts, not just on spec sheets.
Across all events, we will be highlighting space-saving layouts, modular designs, cold-storage capabilities, and integration concepts for modern production and distribution environments.
1. PACK EXPO East 2026 – Kicking off the year in Philadelphia
PACK EXPO East 2026 returns to Philadelphia from February 17–19, 2026. This show brings together 500 exhibitors and thousands of packaging and processing professionals from more than 40 vertical markets.
For us at Ryson it’s the perfect Q1 venue to talk with East Coast and Mid-Atlantic manufacturers about early‑year capital planning, incremental line upgrades, and space-saving conveying solutions.
Visitors to our booth can expect live or demo-based around:
Vertical conveying for e‑commerce, food, beverage, and personal care;
Retrofitting spirals into existing lines to maximize current buildings.
Modular and field-modifiable designs that support future changes.
Visit the Ryson Team in Booth #629! Register for free by clicking here and using our comp code 97V31. See you there!
2. Logistics World Summit & Expo in Mexico City
With our parent company’s Latin American branch Apollo VTS Mexico Ryson will be participating at one of Mexico’s most impactful logistics shows: Logistics World Summit & Expo March 18-19 in Centro Banamex in Mexico’s capital.
Our Latin American team will be there to connect with professionals looking to modernize plants or to upgrade existing equipment. Also big new warehousing, eCom and plant projects are trending in the emerging market of Mexico. 2026 will be a very promising year for the Latin Amercian market.
3. MODEX 2026– Intralogistics and distribution focus
For intralogistics, distribution centers, and e‑commerce fulfillment, Ryson will again be present at one of the leading material handling events in Atlanta. MODEX in April 13-16 2026 attracts system integrators, 3PLs, and operations teams.
Professionals who are focused on sortation, order fulfillment, and high-density layouts are a natural fit for spiral conveying solutions. Therefore the topics we expect to spotlight are:
Elevating product flows between mezzanines and levels.
Reducing transfer points and conveyor runs.
Designing compact, high-throughput systems with spirals as vertical “hubs”.
Visit the Ryson Team in Booth #B16137! Register for free by clicking here and using our comp code INVITE15133 See you there!
Moving Into 2026 With a Clear Focus on Plant Modernization
As 2025 comes to a close, we want to thank our customers, suppliers, and Integrators for a strong year.
Your continued trust and collaboration allow us to support operations across a wide range of industries. Even in an uncertain economic climate, many facilities chose to move forward rather than wait. That confidence in plant modernization helped drive progress throughout the year and sets a positive tone for 2026.
Plant Modernization as a Strategic Priority
Plant modernization today focuses on efficiency, adaptability, and long-term value. Companies no longer upgrade equipment simply to replace aging assets. Instead, they modernize facilities to support changing production demands while controlling operating costs. As labor remains expensive and difficult to source, automation plays a critical role in maintaining consistent throughput and reducing downtime.
Ryson Spiral Conveyors support plant modernization through designs that integrate easily into existing layouts. Their modular construction allows systems to evolve as operations change. This flexibility helps facilities reconfigure efficiently rather than invest in entirely new equipment.
Designing Facilities for Growth and Flexibility
E-commerce growth continues to influence how plants operate. Mixed loads, faster order cycles, and higher throughput expectations place added pressure on material flow. Ryson Spirals save valuable floor space while moving products vertically in a steady and controlled manner. Multi-level infeed and outfeed options allow facilities to stack processes, reduce conveyor complexity, and improve overall flow.
Cold storage and food operations face similar challenges. Demand continues to rise, while space and energy efficiency remain critical. Ryson Spiral Conveyors operate reliably in sub-freezing environments. By reducing footprint in high-value cooler and freezer areas, facilities can increase capacity without expanding buildings. We stumbled upon a perfect example of facilities upgrades, including Ryson Spirals in this illustrative article on Packaging World.
Ryson Owner Claudia Van den Pol, and President Dave Wineman.
Looking Ahead to 2026
Plant modernization also means preparing for uncertainty. Facilities need equipment that delivers dependable performance today and flexibility for tomorrow. Lower maintenance requirements and adaptable layouts help protect long-term investments. As we move into 2026, Ryson remains committed to supporting plant modernization efforts worldwide. We look forward to continued collaboration and shared success in the year ahead. Everyone at the Ryson Team would like to wish you a very happy and successful 2026!
2025 Happy Holidays from the Ryson Team
Wishing you and your team a joyful holiday season and a successful, inspiring year 2026 ahead !
As 2025 comes to an end, we want to take a moment to say thank you to our partners and customers. Thank you for your support, partnership and!
We’re looking forward to more great projects together in 2026.
This week, the Ryson team had the pleasure of welcoming Claudia van den Pol (CEO of the Royal Apollo Group our parent company) to our Ryson office in VA. During her visit Claudia took the opportunity to connect with the team during the work hours but also with a speech at the Christmas party. She also shared some thoughtful holiday gifts and initiated meetings to finalize important business initiatives for the upcoming year.
Her visit reinforced the strong collaboration between Ryson and our parent company setting a positive tone for 2026. In a recent LinkedIn update Claudia writes:
“Being back with the Ryson team reminded me why the US feels like a true second home to me. Every visit leaves me energized and deeply grateful for the people who carry our mission forward every day.”
We’re grateful for a successful and productive year at Ryson!
This success wouldn’t be possible without our dedicated team, our valued customers, and the continued support from the Royal Apollo Group.
From all of us at Ryson, we wish you a joyful holiday season and a successful start to the new year.
We use Cookies
We may place these for analysis of our visitor data, to improve our website, show personalized content and to give you a great website experience. For more information about the cookies we use open the settings. Privacy Policy.



 For Ryson, Pack Expo East 2026 centered on meaningful conversations. We connected with professionals ready to elevate their vertical conveying strategy. Instead of chasing volume, we focused on quality conversations. As a result, every discussion delivered insight and opportunity.
For Ryson, Pack Expo East 2026 centered on meaningful conversations. We connected with professionals ready to elevate their vertical conveying strategy. Instead of chasing volume, we focused on quality conversations. As a result, every discussion delivered insight and opportunity.
 This is the core of Total Cost of Ownership (TCO).
This is the core of Total Cost of Ownership (TCO).
 Flexibility
Flexibility  Pre-Built Ryson Spirals Available for Immediate Sale
Pre-Built Ryson Spirals Available for Immediate Sale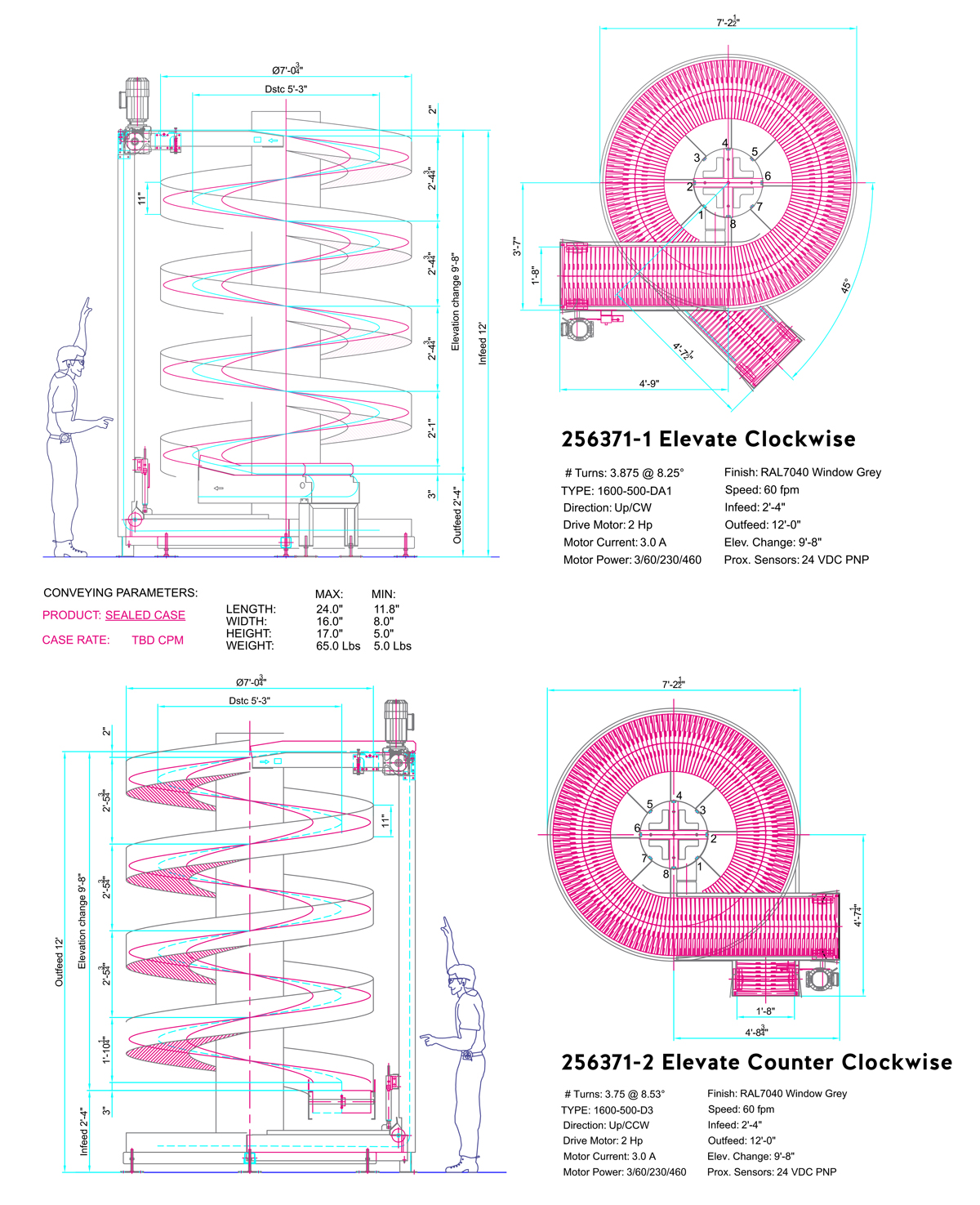

 What is a Spare Parts Kit?
What is a Spare Parts Kit?
 Ryson builds every Spiral using aluminum and steel. Both materials rank among the most recyclable and resource-efficient available. Fewer moving parts also mean fewer replacements over time. As a result, maintenance needs drop and service life increases.
Ryson builds every Spiral using aluminum and steel. Both materials rank among the most recyclable and resource-efficient available. Fewer moving parts also mean fewer replacements over time. As a result, maintenance needs drop and service life increases.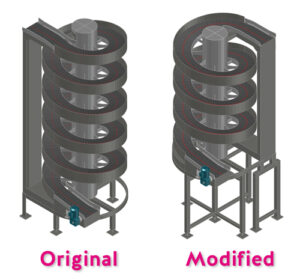

 Food and beverage plants rarely have extra floor space. Production lines grow faster, while layouts stay tight. As a result, manufacturers continue to rely on Vertical Conveying Options that support throughput without disrupting existing operations. Ryson Spirals meet this challenge by combining reliability, flexibility, and a compact footprint that fits demanding environments.
Food and beverage plants rarely have extra floor space. Production lines grow faster, while layouts stay tight. As a result, manufacturers continue to rely on Vertical Conveying Options that support throughput without disrupting existing operations. Ryson Spirals meet this challenge by combining reliability, flexibility, and a compact footprint that fits demanding environments.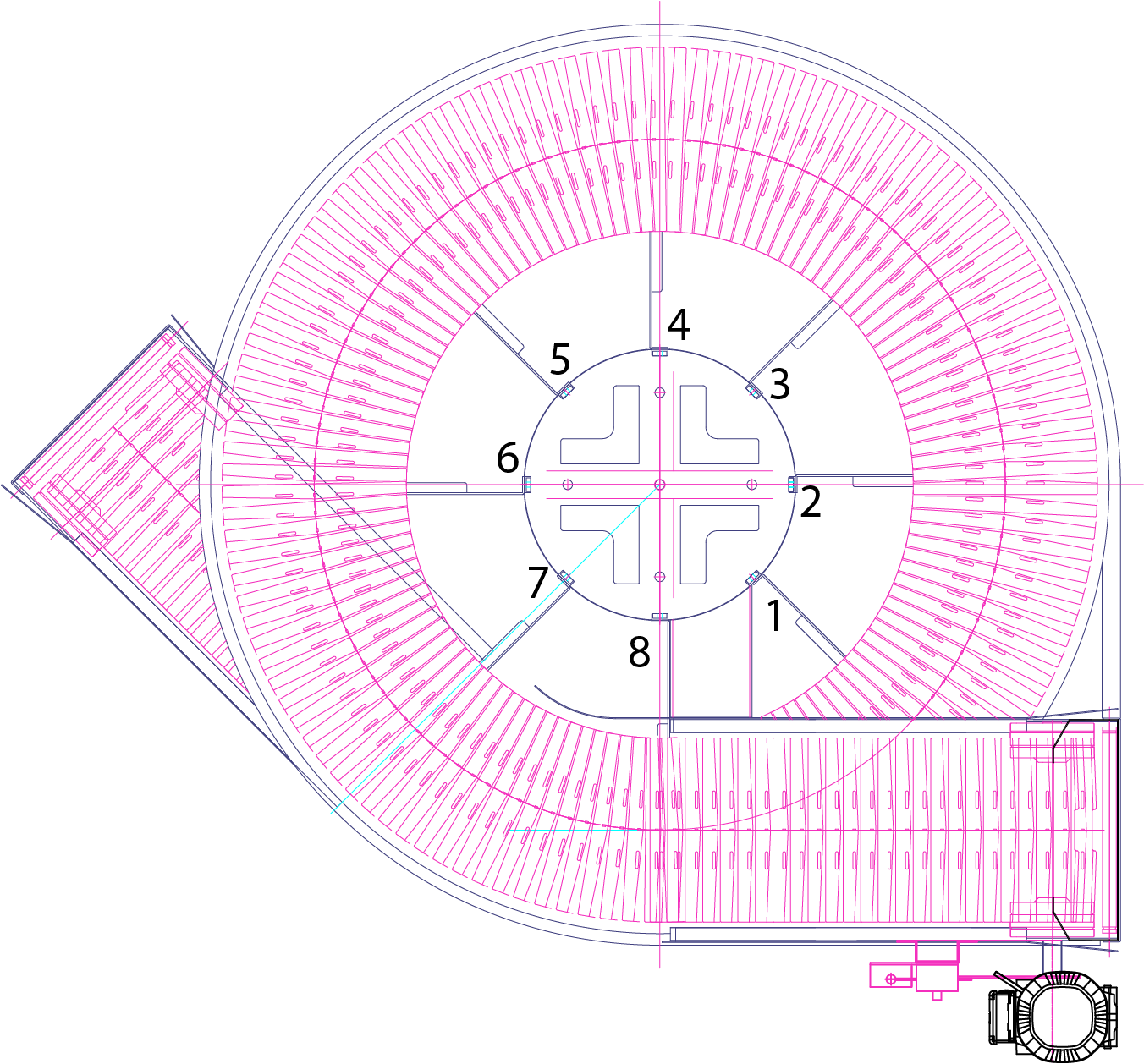 Custom tangents further enhance layout efficiency. By extending the infeed or discharge beyond the Spiral base, designers can remove unnecessary curved conveyors. In this brewery application, the configuration eliminates the need for a 90-degree curve at discharge. Fewer conveyors reduce energy consumption, simplify maintenance, and minimize transfer points that can disrupt flow.
Custom tangents further enhance layout efficiency. By extending the infeed or discharge beyond the Spiral base, designers can remove unnecessary curved conveyors. In this brewery application, the configuration eliminates the need for a 90-degree curve at discharge. Fewer conveyors reduce energy consumption, simplify maintenance, and minimize transfer points that can disrupt flow. Product stability depends on speed, incline, and container type. Ryson addresses these variables with optional friction enhancements. Slats can include friction nubs to reduce slide-back on challenging products. Available friction levels of 25, 50, or 100 percent allow precise tuning for each application.
Product stability depends on speed, incline, and container type. Ryson addresses these variables with optional friction enhancements. Slats can include friction nubs to reduce slide-back on challenging products. Available friction levels of 25, 50, or 100 percent allow precise tuning for each application.
 2. Logistics World Summit & Expo in Mexico City
2. Logistics World Summit & Expo in Mexico City


 This week, the Ryson team had the pleasure of welcoming Claudia van den Pol (CEO of the
This week, the Ryson team had the pleasure of welcoming Claudia van den Pol (CEO of the