

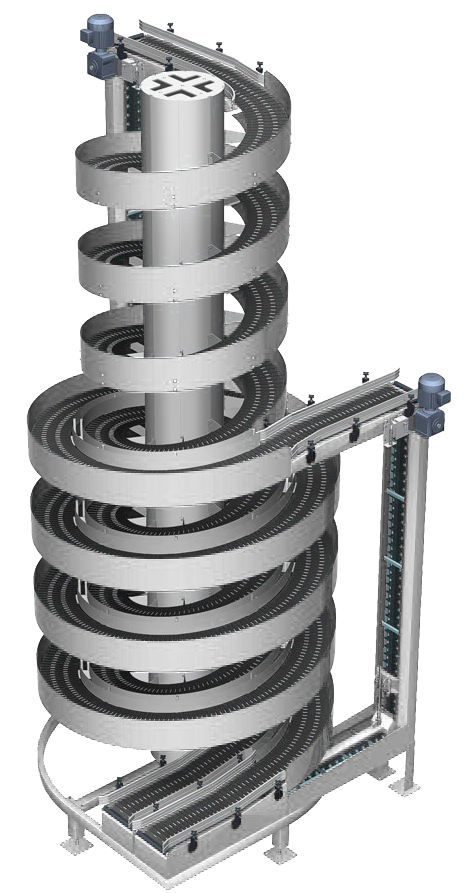
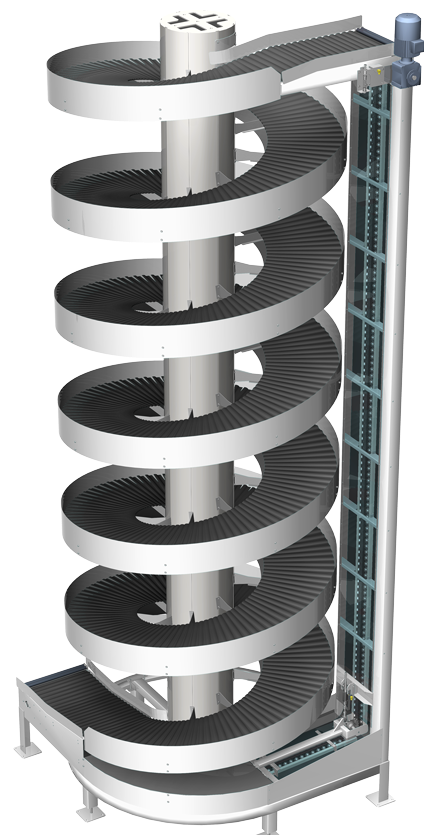





Use Ryson spiral conveyors to connect pick modules, mezzanines, sortation equipment, packing lines, conveyor networks, and automated fulfillment systems. Compact vertical movement helps distribution centers preserve floor space while maintaining product flow across multiple elevations.
Ryson conveyors support bottle, can, jar, case, tray, and packaged product handling in filling, packaging, accumulation, cooling, freezing, and distribution areas. Stainless, washdown, freezer, and application-specific configurations should be highlighted where relevant to sanitation and operating environment requirements.
For consumer packaged goods operations, Ryson systems help maintain flow between filling, labeling, cartoning, case packing, palletizing, accumulation, and warehouse transfer points. The value is not just elevation change; it is reliable line continuity in a compact footprint.
Ryson Vertical Conveying Equipment is well suited for industrial applications. They have a strong uptime record and can help solve production layout challenges. Solutions include buffering for cure or cool time, removing waste material for recycling, and measured bulk materials transport.