



![]() Dust, Spillage and contaminants may seem unavoidable in bulk material handling. However, your vertical conveying design determines how much dust you actually create. It also determines how much escapes into your facility.
Dust, Spillage and contaminants may seem unavoidable in bulk material handling. However, your vertical conveying design determines how much dust you actually create. It also determines how much escapes into your facility.
Beyond Equipment: Ryson’s Dedication to Customer Support
Service That Sets the Standard: Ryson’s Commitment to Customer Support
Bottom line: Ryson stands behind every solution with responsive service, collaborative support, and long-term customer commitment.
At Ryson, service does not begin after installation. It starts with the first conversation and continues throughout the life of your system. This dedication ensures every Spiral Conveyor and Bucket Elevator performs reliably, day after day.
How Does Ryson Deliver True Customer Support?
Customers often ask: What makes Ryson different? The answer is simple—consistent, proactive support.
First, our team approaches every project with a cooperative mindset. Our engineers work directly with customers to develop application-specific solutions. This collaboration ensures each system aligns with operational goals and real-world conditions. Next, we prioritize speed and accuracy. Fast RFQ turnaround keeps projects moving forward. Our team delivers detailed, dependable proposals without delay, helping customers make informed decisions quickly.
Support That Extends Beyond Installation
Many companies consider installation the finish line. Ryson sees it as the starting point. Our dedicated service team remains actively involved to support ongoing performance. They troubleshoot issues, provide technical guidance, and ensure minimal disruption to operations. When parts are needed, we respond quickly to keep systems running.
Equally important, we invest in your team. Ryson provides hands-on training for maintenance staff at installation sites. This training builds confidence and helps reduce long-term downtime by keeping the spirals running.
Why Does Dedicated Service Matter?
Reliable equipment depends on more than design. It depends on support, responsiveness, and expertise.
What Are Customers Saying?
“My Go-To for Case and Mass Flow Spirals.” – Christopher Cunningham, owner, C3 Packaging Partners Inc.
“Always a big fan one of the best most optimal units brought to the industry continuing to be a powerhouse” – Integrator Project Engineer
“I have 20 plus units in the field across multiple industries and customers. Every one of those projects, Ryson has been a pleasure to work with. Proposals are provided in a timely manner. Deliveries arrive on schedule and the installations went in without any drama or issues. I love selling your equipment so much that I even pulled the roof off one of my customers facilities to get the spiral into the building. Once the units are installed, I have virtually no maintenance issues or breakdowns. One of my older units was put in around 2010 and we just did a complete rebuild. That is saying something because this customer had no maintenance team and never serviced it. That is not what we would recommend, but what a great track record. I am looking forward to selling the next 20 plus units!” – Ivar London, Sales Engineer, Advanced Equipment Company
“Ryson has been extremely supportive on all sides of the sales process from assisting with challenging layouts, to availability to answer questions during install and extremely supportive on post installation with our end users. — Ryson creates a robust product that durable and yet easy to install. There is a lot of design intent behind much of their product from full length clear return panels so that you can see their chain stretch gauge to integration of induction sensors to measure motor kick back and loose chain sensing to name a few stand out features.” – Integrator Systems Engineer
“Your role as a true partner has greatly contributed to the success of our business. Ryson has consistently provided us with the most reliable, bulletproof equipment in the industry, and you folks have bailed me out of more than one self-inflicted screw up! It has been a pleasure working with each and every one of you, I truly appreciate your support over the years.” Jim Yates – Innovative Handling Systems
The Ryson Difference
Service at Ryson is not reactive. It is intentional and ongoing. We know that a happy customer is a repeat customer, therefore we make customer support part of our ethos. Ryson partners with customers from concept through operation. We respond quickly when challenges arise. And we also stay committed to long-term success.
Ryson at Modex in Atlanta This Week

MODEX 2026 brings together the latest advancements in supply chain, logistics, and material handling under one roof. As one of North America’s largest trade shows for manufacturing and distribution, it offers a unique opportunity to explore emerging technologies, connect with industry leaders, and evaluate solutions that drive efficiency.
Ryson is proud to be part of this year’s event at Booth B16137.
We designed our presence around one goal: helping operations move more product in less space. Our live demo loop highlights how Ryson Spiral Conveyor systems optimize vertical movement while maintaining a compact footprint. Visitors can experience smooth product flow, continuous operation, and the reliability that defines our equipment.
 Why does this matter?
Why does this matter?
Facilities continue to face space constraints and rising throughput demands. Traditional conveying often consumes valuable floor space and creates inefficiencies. In contrast, a Ryson Spiral Conveyor elevates product flow vertically, unlocking new layout possibilities and improving operational performance.
At our booth, you will see how this approach translates into real-world advantages. Our team will walk through system design considerations, integration strategies, and performance benefits tailored to your application. Whether you operate in e-commerce, food and beverage, or general manufacturing, these insights can help you rethink your material flow.
 What can you expect when you visit Ryson at MODEX?
What can you expect when you visit Ryson at MODEX?
You will see a working system that demonstrates continuous vertical conveying in action.
You will gain practical insight into how Spiral Conveyor solutions reduce footprint and improve efficiency.
If you have not made it to the show yet, now is the time. MODEX 2026 continues to deliver valuable connections and forward-thinking solutions that shape the future of material handling.

Talking to the next generation on Student Day
On day 3 of the show our East Coast Sales Rep, Bill Keane, spent a rewarding Student Day sharing industry insights with the next generation of engineers and logistics leaders. Talking about his experience, Bill noted:
“It was a privilege to help bridge the gap between classroom theory and real-world automation with these young people. It’s inspiring to see such talent preparing to lead the industry forward.”
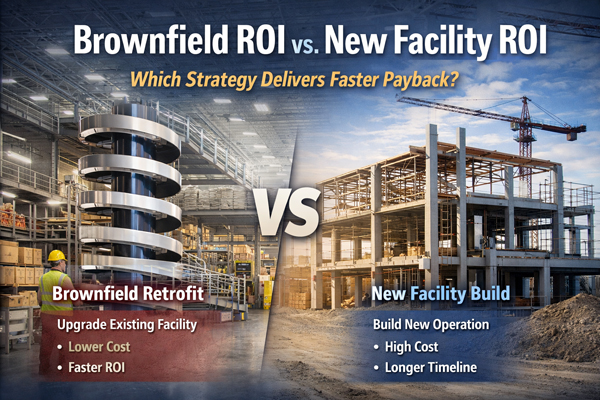
Brownfield vs. Greenfield ROI: Which Delivers Faster Payback?
 Retrofit or Rebuild?
Retrofit or Rebuild?
Most operations achieve faster ROI by upgrading existing facilities with Ryson Spiral Conveyors, not building new ones.
Facility leaders face a constant question: retrofit or rebuild? The answer depends on space, uptime, and capital efficiency. When you factor in Ryson Spiral Conveyors, the ROI gap becomes clear.
Brownfield vs. Greenfield: What’s the Difference?
When planning a new operation or facility upgrade, one of the first decisions you’ll face is whether you’re working with what already exists, or starting from scratch.
Brownfield refers to existing facilities and equipment being repurposed, upgraded, or expanded. In manufacturing terms, this might mean retrofitting an older production line with new automation or integrating modern machinery into a legacy plant. The infrastructure is already there and the challenge is working within its constraints.
Greenfield means building from the ground up on a blank slate, giving engineers complete freedom to design a facility and select equipment without the limitations of legacy systems. It requires greater investment but can deliver superior long-term efficiency and scalability.
Why Brownfield Retrofits Often Deliver Faster ROI
Brownfield projects unlock value inside your existing footprint. They avoid relocation while improving flow and capacity.
![]() Ryson Spiral Conveyors drive this advantage. They reduce floor space by up to 80–90% compared to incline conveyors. They also deliver continuous flow, which removes bottlenecks and improves throughput.
Ryson Spiral Conveyors drive this advantage. They reduce floor space by up to 80–90% compared to incline conveyors. They also deliver continuous flow, which removes bottlenecks and improves throughput.
Even more importantly, they are built for real-world retrofits. Their modular design allows partial disassembly for tight installs. Crews can navigate mezzanine penetrations and restricted access areas with minimal disruption. Many operations see payback within 12–24 months after upgrading legacy systems.
How ROI Plays Out by Industry
E-commerce & Fulfillment: Speed and Space Drive Returns
E-commerce operations operate under constant volume pressure. Facilities often run near peak capacity, leaving little room for expansion. In these environments, Ryson Spiral Conveyors reclaim floor space and maintain continuous flow between pick modules, sortation, and packing. That means faster order processing without expanding the building.
Brownfield retrofits work especially well here because downtime carries high service penalties. Installing modular spirals in tight layouts allows upgrades without shutting down operations. Greenfield may make sense only when automation strategies require a full redesign.
Food & Beverage: Gentle Handling and Sanitary Design Matter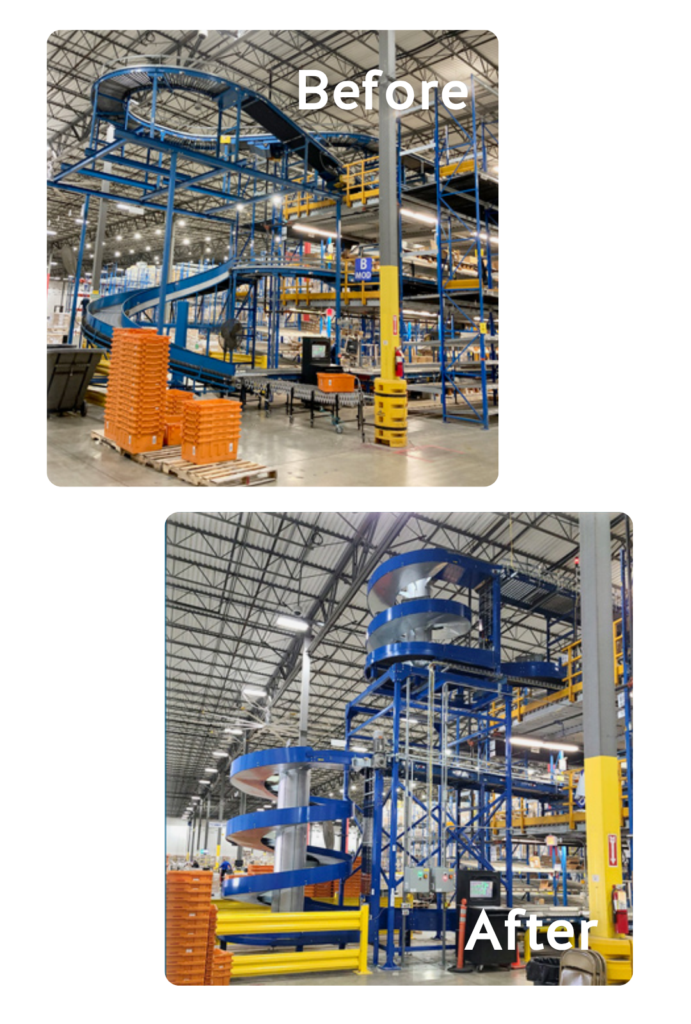
Food and beverage facilities must balance throughput with product integrity and cleanliness. Ryson Spiral Conveyors support gentle product handling while maintaining consistent vertical flow. This reduces product damage and minimizes waste.
In brownfield environments, space constraints often limit expansion. Spirals solve this by using vertical space efficiently while fitting into existing washdown zones and process layouts. Their modular installation also simplifies integration into facilities with strict sanitation requirements. Greenfield projects may be necessary when compliance or process separation cannot be achieved in the current building.
Pharma & Packaging: Reliability and Compliance Are Critical
Pharmaceutical and packaging environments demand precision, traceability, and uptime. Unplanned downtime can disrupt validation processes and impact regulatory compliance. Ryson Spiral Conveyors improve reliability by eliminating stop-and-go vertical transport. Their continuous motion reduces mechanical stress and maintenance needs.
For brownfield sites, modular installation becomes a major advantage. Facilities can upgrade vertical conveying without extensive reconstruction or compliance risk. Greenfield projects may be justified when cleanroom requirements or regulatory constraints exceed retrofit capabilities.
The Hidden Cost of “Doing Nothing”
Downtime often outweighs energy or labor in ROI calculations. A single failure in vertical conveying can stop entire production lines. That ripple effect creates costly delays. By replacing legacy equipment with Ryson Spiral Conveyors, facilities stabilize flow and reduce maintenance exposure.
When a New Facility Makes Sense
Greenfield wins when incremental improvements cannot meet demand.
Choose new construction when you need:
-
A step-change in capacity
-
A full automation redesign
However, new builds take years to deliver ROI and require significantly higher capital investment.
Energy Efficiency Strengthens the ROI Case
Modern spirals also improve operating efficiency. When paired with IE5 motors, energy losses can be reduced by up to 50%. This lowers operating costs while supporting sustainability goals.
Q: Brownfield or Greenfield – Which option delivers better ROI?
A: Brownfield retrofits typically deliver faster ROI due to lower cost and immediate performance gains.
Q: When should you choose Greenfield?
A: Choose greenfield when your current facility cannot support future capacity, compliance, or automation needs.
The Bottom Line
Start with a retrofit if your location still works. Ryson Spiral Conveyors unlock space, reduce downtime, and install where other systems cannot. Then scale your operation when growth demands it.
Supply Chain Turmoil and Operational Resilience
How to Navigate Supply Chain Disruption in times of crises?
A delayed container ship, a sudden labor shortage, or an unexpected geopolitical conflict can halt global supply chains overnight. We’ve seen this countless times in the past years. The pandemic, wars, natural disasters, the Suez Canal block, etc. These events continue to happen.

Decision-makers cannot control those events. However, they can control how resilient their operations become when disruption arrives.
One thing is for certain: Resilient facilities rely on efficient, automated systems that keep material moving even when the external supply chain becomes unpredictable.
Recent years proved how fragile global logistics can be. Many operations struggled because they depended on fragile systems or manual processes that failed under pressure.
The facilities that maintained throughput shared a common trait. They built systems capable of absorbing disruption without shutting down.
Why Is Operational Resilience So Important?
Supply chain disruptions rarely affect only inbound logistics. They cascade into production schedules, warehouse throughput, and order fulfillment. A single interruption often forces facilities to adapt quickly to new volumes, temporary shortages, or sudden demand spikes.
Operations designed for flexibility respond faster. Systems that maintain steady throughput allow companies to stabilize production while competitors scramble to react.
Automation and efficient intralogistics play a critical role here. Automated conveying reduces reliance on manual labor and minimizes operational bottlenecks. Facilities can continue running even when staffing levels fluctuate or conditions change.
 The Role of Vertical Conveying in Resilient Facilities
The Role of Vertical Conveying in Resilient Facilities
Material handling efficiency becomes even more important during supply chain instability. Facilities often need to move product faster, store temporary buffers, or reconfigure workflows quickly.
Ryson Spiral Conveyors support these needs by moving products vertically in a continuous and space-efficient flow. Instead of relying on forklifts or complex lift systems, facilities can maintain automated throughput between floors, mezzanines, and process lines.
Automated vertical conveying also reduces exposure to operational bottlenecks. Systems that depend heavily on manual handling introduce additional risk during disruptions. Automated Spirals maintain consistent product flow regardless of shift coverage or workforce availability.
Designing Facilities That Absorb Disruption
Organizations that navigated recent supply chain crises successfully invested in resilient facility design. Several operational strategies consistently proved effective:
-
Automate material movement wherever possible to reduce labor dependency.
-
Separate storage from production throughput so inbound delays do not immediately halt operations.
Facilities that follow these principles create valuable operational buffers. Even a few hours of additional throughput stability can dramatically improve response during supply interruptions.
A Strategic Advantage During Uncertainty
Supply chain disruptions will continue. Political instability, climate events, and economic shifts guarantee it.
The difference between operational disruption and operational resilience often lies inside the facility itself. Companies that invest in efficient intralogistics infrastructure gain the ability to adapt when conditions change.
Ryson Spiral Conveyors provide a proven way to strengthen that resilience. By maintaining reliable vertical throughput in demanding environments, they help facilities stay productive even when global supply chains face turbulence.
Global Flexibility
When disruption hits, the ability to source equipment and parts without being tied to a single geography can be the difference between a project that moves forward and one that stalls.
As Ryson’s parent company and European manufacturing and distribution partner, Royal Apollo adds exactly that layer of flexibility. If US supply is constrained (whether due to shipping bottlenecks, capacity pressures, or shifting trade conditions) European sourcing is available without compromising on product quality or engineering standards.
Would you like to dive deeper? Check out these additional resources, our blog articles or connect with our team directly!
Inside the Ryson Sales Team: Building Alignment for Better Service
 When Alignment Drives Performance: Inside the Ryson Sales Team Meeting
When Alignment Drives Performance: Inside the Ryson Sales Team Meeting
Strong companies do not just build great equipment. They build strong teams behind it.
 This week, the Ryson Sales Team gathered at our headquarters. While it may look like a routine meeting, the impact runs much deeper. Face-to-face collaboration builds alignment that no virtual call can replace. It strengthens relationships, sharpens communication, and creates a shared focus on serving our customers.
This week, the Ryson Sales Team gathered at our headquarters. While it may look like a routine meeting, the impact runs much deeper. Face-to-face collaboration builds alignment that no virtual call can replace. It strengthens relationships, sharpens communication, and creates a shared focus on serving our customers.
At Ryson, customer service is not a department. It is a core mission.
“This week isn’t about training; it’s about raising the standard. As we lock in our strategy and sharpen how we close, we’re not preparing for MODEX, we’re preparing to dominate it. The market is uncertain, the economy is slow, and geopolitics are noisy, but none of that closes deals, certainty does.
If we can’t create certainty for our customers, someone else will. So, this week, we get sharper, faster, and more decisive. That’s the difference between quoting… and winning.” – Taoufik “TK” Haddadi – Ryson’s Sales Manager
By bringing the Ryson Sales Team together, we ensure every sales engineer stays aligned. That consistency matters. It allows us to respond faster, provide clearer solutions, and anticipate challenges before they arise. As a result, we become a more reliable partner for every customer. We will also be making the final plans for our booth at Modex 2026 next month, and are very exited to discuss our SMART Spiral system with attendees.
Why does this alignment matter to you?
Because stronger internal communication leads to better external results.
 When the Ryson Sales Team aligns on best practices, product knowledge, and service strategies, customers benefit immediately. Projects move forward faster. Questions receive quicker answers. Solutions become more precise and effective. This level of responsiveness does not happen by chance. It is built through intentional collaboration.
When the Ryson Sales Team aligns on best practices, product knowledge, and service strategies, customers benefit immediately. Projects move forward faster. Questions receive quicker answers. Solutions become more precise and effective. This level of responsiveness does not happen by chance. It is built through intentional collaboration.
We also use this time to advocate for our customers. Every discussion centers on improving resources, strengthening service, and delivering greater value. Whether refining support processes or enhancing system recommendations, the focus remains clear. We work to make our customers more successful.
What does this mean for your operation?
It means you work with a team that stays connected, informed, and ready to act.
The Ryson Sales Team plays a critical role in delivering that experience. When our team grows stronger, our customers gain a partner who responds faster and supports better. That commitment defines how we operate every day.
At the end of the day, better teamwork leads to better service. And better service drives better performance across your operation.
Check out Ryson at Modex 2026!
MODEX 2026 is almost here, and Ryson is preparing to showcase solutions that transform vertical conveying in modern warehouses and distribution centers. Next month in Atlanta, supply chain professionals will gather to explore the newest technologies shaping intralogistics. If you plan to attend, make sure Ryson is on your booth visit list.
Better yet, Ryson can provide complimentary registration to MODEX 2026. Contact our team to receive your FREE pass and experience the show firsthand.
Why MODEX Matters for Warehousing and Logistics
MODEX brings together leaders in automation, material handling, and supply chain technology. For warehouse operators and system integrators, the event offers a rare opportunity to evaluate solutions that improve throughput, reliability, and space utilization.
Vertical conveying remains a critical part of modern facility design. Distribution centers continue to build upward, not outward. As a result, companies need equipment that moves product efficiently between levels without sacrificing valuable floor space.
That is where Ryson comes in.
 See the Ryson Demo Loop Running Live
See the Ryson Demo Loop Running Live
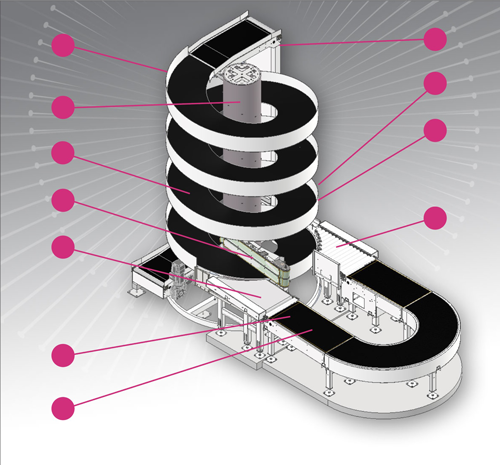
At our booth, visitors can experience our fully operational demo loop, designed to illustrate the real-world performance of Ryson Spiral Conveyors in automated environments. The demo highlights multi-tier high-capacity conveying, smooth product transfers, and controlled product orientation during diversion.
For example, our High Capacity Spirals feature overlapping slats and a heavy-duty chain that can handle up to 75 pounds per linear foot and 3,600 pounds fully loaded, while achieving speeds up to 200 feet per minute.
You will also see several design features that improve system reliability and product handling:
-
MDR induction conveyors with friction-coated rollers ensure smooth product transfers into the spiral.
-
Powered divert arms and low-friction divert conveyors maintain product orientation during discharge.
These elements demonstrate how Ryson integrates Spiral Conveyors into larger multi-level warehouse automation systems.
Built for Real Distribution Environments
The demo loop also showcases several engineering advantages that matter in daily operations.
Ryson Spiral Conveyors feature modular construction, which simplifies customization and makes field modifications easier during installation or expansion. The systems also deliver high uptime, energy efficiency, and long operational life.
These capabilities make Ryson equipment a strong fit for:
-
E-commerce fulfillment centers
-
3PL distribution operations
-
high-speed sortation systems
-
cold storage environments
Because the design uses rolling friction instead of sliding contact, the equipment handles heavy loads while reducing wear and maintenance demands.
Meet the Ryson Team at MODEX
MODEX also provides an opportunity to talk directly with the Ryson team. Our engineers and application specialists will be available to discuss facility layouts, retrofit opportunities, and vertical conveying strategies for complex warehouse environments. Also present will be members from our service team, to answer any installation, integration and maintenance issues for you.
Whether you are planning a new facility or optimizing an existing operation, a conversation with our team can help uncover new ways to improve throughput and system reliability.
Join Us in Atlanta
MODEX 2026 takes place next month in Atlanta, and we look forward to seeing you there. Stop by the Ryson booth
B16137, watch the demo loop in action, and learn how our Spiral Conveyors help warehouses move products faster, safer, and more efficiently.
And remember—Ryson can provide free registration to the show. Reach out to our team today to claim your pass.
Preventive Maintenance, Cleaning, and Inspection for Spiral Conveyors
A simple maintenance routine keeps Ryson Spiral Conveyors reliable, efficient, and safe. Regular cleaning, inspection, and preventive maintenance reduce downtime and extend equipment life.
Vertical conveying systems operate continuously in demanding environments. That reality makes proactive maintenance essential. Fortunately, Ryson Spiral Conveyors are designed for durability and straightforward service access. With the right routines, maintenance teams can keep Spirals running smoothly for years.
 Prefer talking to someone from the Ryson Service Team?
Prefer talking to someone from the Ryson Service Team?
Get in touch with our service team right away!
service@ryson.com | 757.898.1530

Why Preventive Maintenance Matters
Preventive maintenance protects throughput and reduces unexpected downtime. Crucial for any operation.
Regular inspections help technicians identify wear, misalignment, or debris before they cause system failures. Early detection often prevents costly repairs and production interruptions.
Routine checks also improve safety. Maintenance programs verify that guards, sensors, and emergency stops function properly. A structured maintenance approach protects both equipment and personnel.
Additional resources:
![]() Read the Ryson Preventative Maintenance Sheet
Read the Ryson Preventative Maintenance Sheet
![]() Ryson Spare Parts & Service Page
Ryson Spare Parts & Service Page
Practical Cleaning Practices
Clean equipment operates more efficiently and avoids unnecessary wear. Product debris or dust accumulation can affect moving components or create sanitation concerns in sensitive environments.
For Ryson Spirals, cleaning routines should focus on three areas:
-
Infeed and discharge zones: Remove product debris or packaging fragments that could interfere with smooth product flow.
-
Slats and tracks: Inspect surfaces for buildup and wipe them clean during scheduled shutdowns.
-
Drive and motor area: Ensure ventilation openings remain free from dust or obstruction.
Modern drive technology can further reduce maintenance demands. For example, efficient motors used in Ryson Spirals deliver reliable operation while lowering energy losses and improving long-term performance.
Routine Inspection Checklist
A consistent inspection schedule allows maintenance teams to detect small problems before they escalate.
Daily checks
- Confirm no slats are missing or damaged.
- Look for unusual noise or vibration.
- Verify smooth product flow at infeed and discharge.
Weekly checks
- Inspect chain tension and adjust if necessary.
- Confirm proper speed matching with surrounding conveyors.
- Examine sensors and safety circuits.
Monthly checks
- Inspect sprockets and chain for wear.
- Check mounting bolts and fasteners.
- Review motor performance and temperature.
Proper chain tension remains one of the most critical factors in Spiral performance. Incorrect tension can accelerate wear and reduce system reliability.
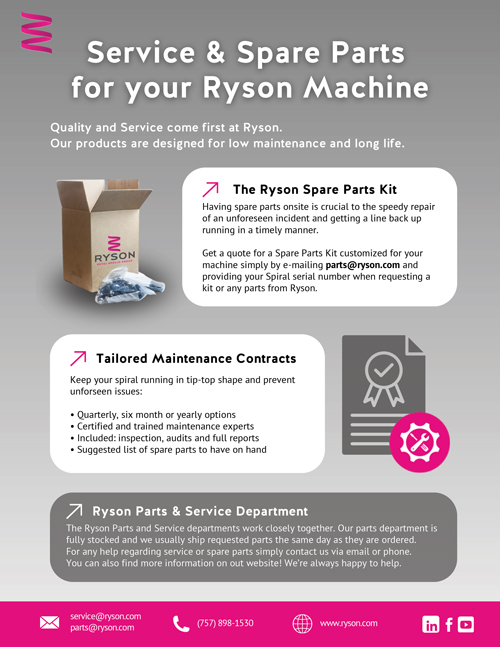
Design Features That Simplify Maintenance
![]() Well-designed vertical conveyors reduce maintenance effort from the start. Ryson Spirals emphasize accessibility, durable components, and long service life. These features allow technicians to inspect key components quickly and safely. There are for example visual cues that upon quick inspection can let you know if the chain needs tightening.
Well-designed vertical conveyors reduce maintenance effort from the start. Ryson Spirals emphasize accessibility, durable components, and long service life. These features allow technicians to inspect key components quickly and safely. There are for example visual cues that upon quick inspection can let you know if the chain needs tightening.
Efficient motors, robust chain systems, and compact drive designs also contribute to dependable operation. Combined with consistent maintenance routines, these features deliver lower lifecycle costs and predictable performance.
The Takeaway
Cleaning, inspection, and preventive maintenance should remain simple and consistent. A clear maintenance schedule keeps Ryson Spiral Conveyors running reliably while protecting productivity.
Facilities that adopt proactive maintenance rarely face unexpected downtime. Instead, they gain dependable vertical conveying and a system that performs efficiently year after year.
Which additional Ryson Services are there?
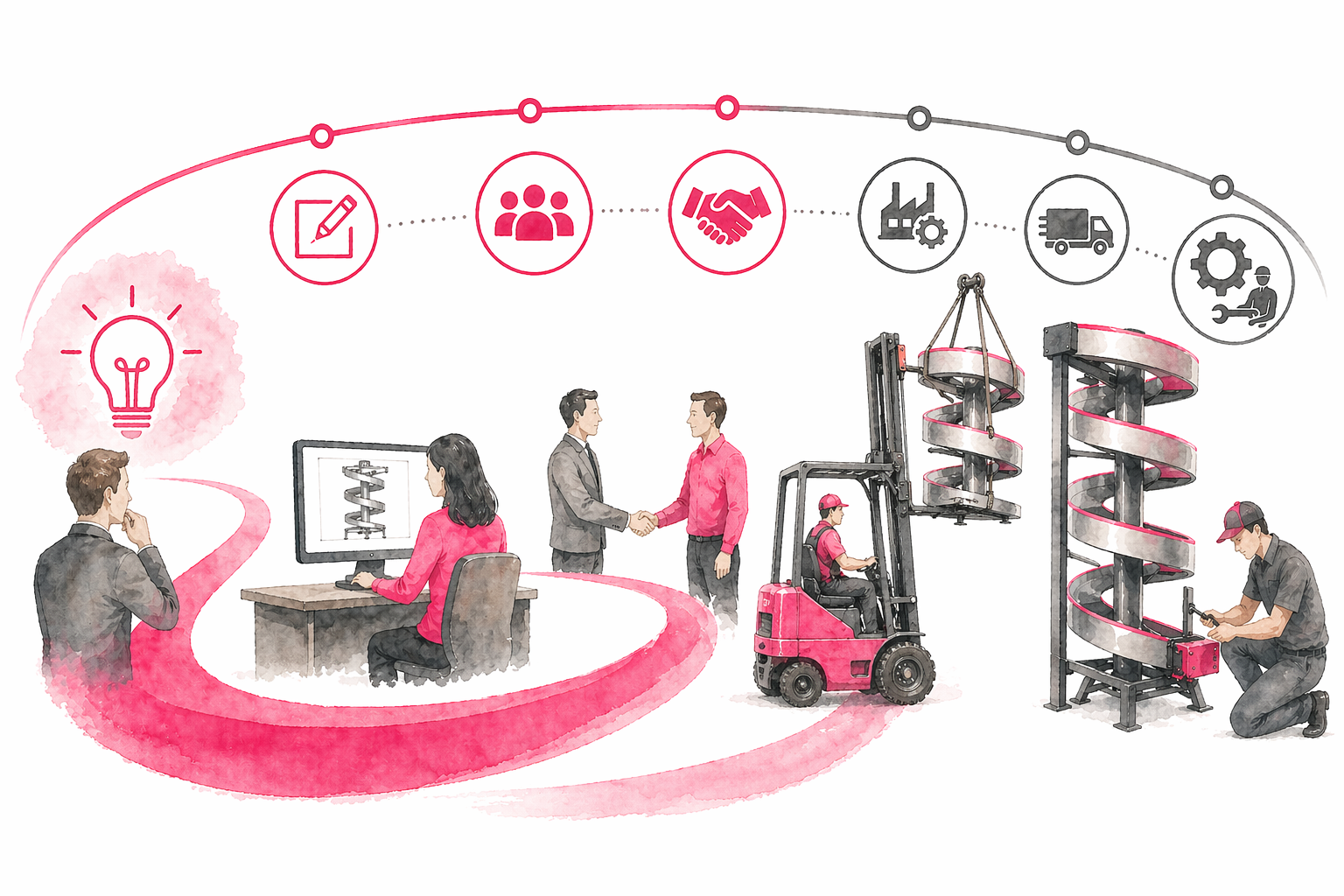
Ryson offers Tailored Maintenance Contracts for your Spiral and Spare Parts Kits. Both can prevent unforeseen downtime and ensure your line is running as it should – reliably and efficient.
Average DCs Are Wasting Space. Here’s Why…
Most distribution centers are sitting on more usable space than they think. And much of it can be unlocked with better vertical design.
What’s the hidden cost of “normal” warehouse layouts?
 It’s wasted space. Let’s look at it:
It’s wasted space. Let’s look at it:
Walk through a typical American distribution center (DC) and you’ll see what looks like a busy, full building: racks to the ceiling, forklifts moving constantly, docks humming. But when you look at how the space is actually used, a different picture appears.
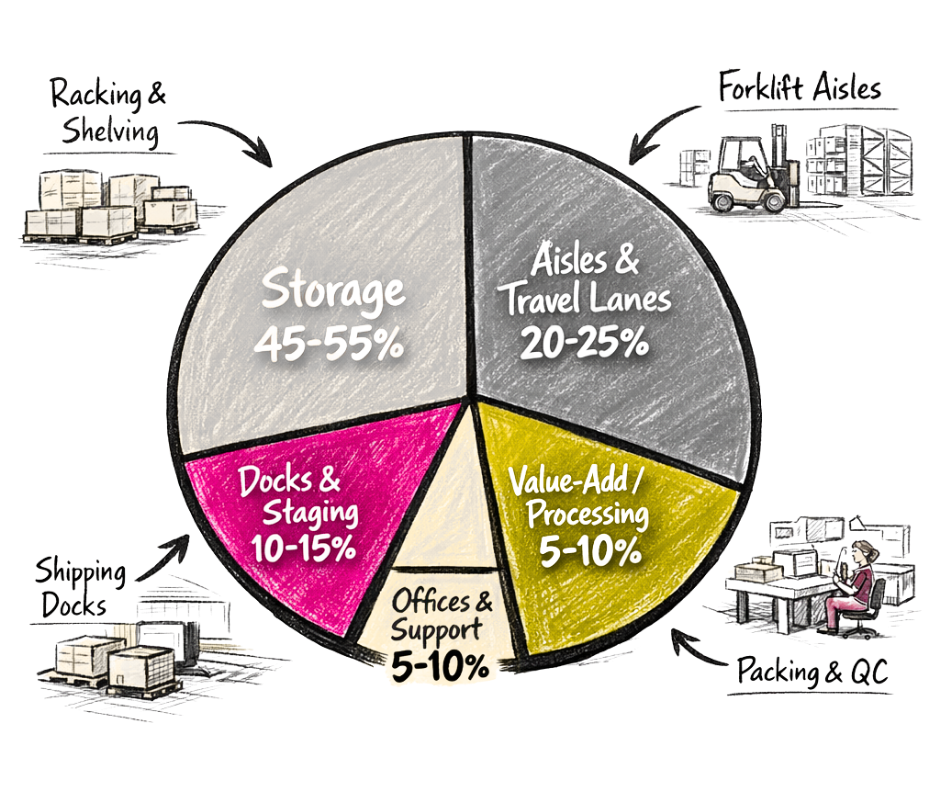
On average, a DC’s floor space breaks down roughly like this:
-
Storage (racking, pallet positions, bin shelving) 45-55%
-
Aisles and travel lanes 20-25%
-
Docks and staging (shipping/receiving buffer zones) 10-15%
-
Value‑add areas (kitting, packing, QC, returns) 5-10%
-
Offices, break rooms, utilities, maintenance 5-10%
Individually, all of these are necessary. The problem is the balance between them and especially how much of the building’s volume is consumed by horizontal movement rather than actual storage or value‑add work.
Industry benchmarks often show: Many warehouses operating around 40–70% overall space utilization. Good performance in the 70–85% range. That 10 to 25% gap points of potential capacity. That’s where a lot of money is being wasted, or where a lot of savings could be made, depending on what you decide to do.
Where do DC’s waste the most space?
When operations teams look for more capacity, they often jump straight to “we need a bigger building” or “we need more racks.” Yet a lot of the underutilized space isn’t empty shelves; it’s layout‑driven waste.
Common culprits:
-
Over‑wide aisles sized for convenience, not throughput requirements.
-
Long horizontal conveyor runs and travel paths cutting through prime floor space.
-
Underused vertical cube above low mezzanines or short rack lines.
-
Fragmented flows that force product to snake across the building multiple times.
As a result, it’s not unusual for a DC to have 15–30% of its footprint functionally wasted—space that can’t be used for storage because it’s tied up in traffic lanes, conveyor spurs, or inefficient routing.
 Thinking vertically: What does that mean for Warehousing?
Thinking vertically: What does that mean for Warehousing?
Instead of having a traditional horizontal mindset when it comes to your warehouse or distribution center, start thinking about how the vertical space can be utilized. This gives you a lot of flexibility and expansion can happen within the current building. This saves a lot of money.
One of the most effective ways to reclaim that waste is to rethink how you move product between levels and processes.
Traditional horizontal conveyors and long forklift routes tend to consume large strips of floor space. They lock in a “flat” layout that’s hard to densify later. Using too many forklift solutions also force compromises on where you can place racks and workcells.
How vertical conveying — especially with Spiral Conveyors — flips that equation:
-
You trade long horizontal runs for tight vertical footprints.
-
Product moves up or down in a small, controlled area.
-
The aisles and zones that were once dedicated to travel can be converted into storage, value‑add, or staging.
In practice, that can help unlock part of that 15–30% wasted area by:
-
Shortening travel distances between mezzanines and ground level.
-
Allowing denser racking where conveyors used to run.
-
Freeing up clean, contiguous zones for packing, returns, or kitting.
Why this matters now
For most operators, adding new square footage is expensive and slow. Optimizing existing space, on the other hand defers or avoids building expansions and relocations. It also increases capacity without adding headcount at the same pace. Moreover it improves safety by reducing traffic conflicts and cluttered aisles.
If you can increase effective capacity by even 10–15% inside the four walls you already pay for, simply by redesigning flows and going vertical. That’s a major ROI lever!
A low‑risk, high‑impact approach
The key is to treat space as a strategic asset, not a fixed constraint:
-
Map where your current square footage goes: storage, travel, docks, offices.
-
Identify long horizontal moves and “dead zones” around conveyors and ramps.
-
Ask, “What could this space be if vertical movement was compressed into a smaller footprint?”
Ryson Spiral conveyors are one of the tools that make that shift possible, especially in retrofit or expansion‑by‑optimization projects. Instead of redesigning the entire building, you can surgically convert wasted horizontal space into vertical capacity and give that floor back to storage and value‑add operations.
If you’re ready to get more out of your space, feel free to connect to our team!
Conveying of Bulk Materials: Avoiding Dust, Spillage and Contaminants
Every transfer point, bucket fill, and discharge creates an opportunity for spillage. Traditional vertical systems often amplify the problem. Open bucket elevators leak dust through gaps and poorly sealed doors. Improvised chutes create turbulence that throws fines into the air. Steep belts and vertical screws overflow at the inlet can generate chronic dust clouds. Adding a dust collector to a leaky system rarely solves the root issue.
As a result, operators fight constant cleanup, product loss, and compliance concerns. ATEX and NFPA standards demand more than surface fixes. They require a fundamentally contained design.
A containment-first approach starts with a fully enclosed product path. It reduces transfer points and controls how product enters and leaves the system. Just as important, it handles material gently to prevent breakage in the first place.
Where Do Traditional Designs For Vertical Bulk Conveying Fall Short?
 A lot of legacy equipment was never designed with modern dust and explosion standards in mind. Typical weak points include:
A lot of legacy equipment was never designed with modern dust and explosion standards in mind. Typical weak points include:
-
Open or partially enclosed bucket elevators
Wide gaps at infeed and discharge, poorly sealed inspection doors and unsealed casings allow dust to escape and settle on surrounding structures. -
Improvised transfer chutes
“Homemade” chutes between horizontal and vertical sections often lack proper sealing, skirting or stilling zones. Impact and turbulence throw fines into the air rather than containing them. -
Vertical screw or belt conveyors with open inlets
When bulk solids are fed aggressively into a vertical screw or steep belt, material can overflow, leading to chronic spillage and dust plumes at the feed point. -
Aging equipment upgraded only with external dust collectors
Adding a dust collector to a fundamentally leaky, poorly sealed elevator casing may reduce airborne dust, but product loss and build‑up often remain.
These solutions may move the product, but they typically make it harder to keep floors clean, comply with ATEX/NFPA, and maintain a safe working environment.
A containment‑first approach to vertical conveying focuses on a fully enclosed product path, controlled filling and discharge, and reduced transfer points. Well‑sealed casings, guided product flow and compact vertical footprints help minimize both dust generation and escape paths. Service‑friendly access is critical, too: if doors and panels are difficult to use, cleaning and inspection get skipped, and build‑up turns into a safety and reliability issue.
This is where modern enclosed bucket elevator designs, like Ryson’s, come into play.

How Do Enclosed Bucket Elevators Help?
A continuous, well‑sealed casing around the material stream keeps dust and fines where they belong: inside the system. Gentle bucket filling and discharge reduce product degradation and the creation of fines. By combining true vertical conveying with a compact footprint, these elevators often eliminate multiple transfer points and long inclined runs that would otherwise generate spills and dust at each change of direction. And because the system is enclosed by design, integrating ATEX/NFPA measures such as explosion vents and isolation devices becomes more straightforward.
Enclosed bucket elevator designs, like the Ryson Bucket Elevator become a containment system themselves, instead of treating dust as an unavoidable side effect. Here’s a breakdown of how they support your operation:
-
Fully enclosed casings
Continuous casings with tight flanges, properly gasketed panels and well‑designed inspection doors drastically limit the escape paths for dust and fines. -
Gentle product handling
Carefully engineered bucket filling and discharge reduces product breakage as seen in scooping buckets and screw transfers: Whereas our Gentle handling pendant buckets in turn reduce the generation of dust and unusable product.
-
Compact, vertical footprint
With a true vertical conveying path, you can often eliminate multiple transfer points and long inclined runs that otherwise create spills and dust at each change of direction. -
The Ryson Bucket Design features a pendant traveling system, where the buckets travel while maintaining orientation preventing accidental spillage
-
A closed design makes it easier to implement ATEX/NFPA measures such as explosion vents, sensors and isolation devices where required.
The result is not only a cleaner installation, but also less product on the floor, fewer cleanup hours and a safer working environment around the elevator.
 What sets the Ryson Bucket Elevator apart?
What sets the Ryson Bucket Elevator apart?
The Ryson Bucket Elevator is designed from the ground up with containment, gentle handling and safety in mind. Its fully enclosed housing, tightly sealed inspection doors and guided bucket path help keep dust and fines inside the system instead of in the surrounding area, which directly supports cleaner operation and easier compliance with ATEX and NFPA requirements.
The gentle filling and discharge of the buckets reduce product breakage, lowering the amount of fines generated in the first place and protecting sensitive or high‑value bulk materials. It also aids in avoiding dust, spillage and contaminants.
Because the elevator conveys vertically in a compact footprint, it can replace long inclined runs and extra transfer points that typically cause spillage and dust at every change in direction. Together, these design choices help operators reduce maintenance, minimize product loss and create a safer environment around their vertical conveying equipment.
Enclosed bucket elevators are not a one‑size‑fits‑all solution, but they sit in a sweet spot for many dusty, combustible or high‑value bulk products where dust control, product loss and safety are non‑negotiable. For your next project, asking simple questions—How many transfer points can we eliminate? Is the product path truly enclosed? How does this help us meet ATEX/NFPA obligations over the long term?—will quickly show whether your vertical conveying concept is ready for today’s demands.