


In today’s fast-paced industrial world, efficient material handling is essential for maintaining productivity and optimizing operations. Ryson offers innovative vertical conveying solutions for an increased efficiency and lower cost of ownership.
Ryson’s Spiral Conveyors are a versatile and space-saving option for vertical transportation of different all kind of products. Our Bucket Elevators offer efficient vertical conveying of different bulk materials while also being space saving and modular to fit into tight production areas.
Our Vertical Conveying Solutions offer solutions in many varied industries including:
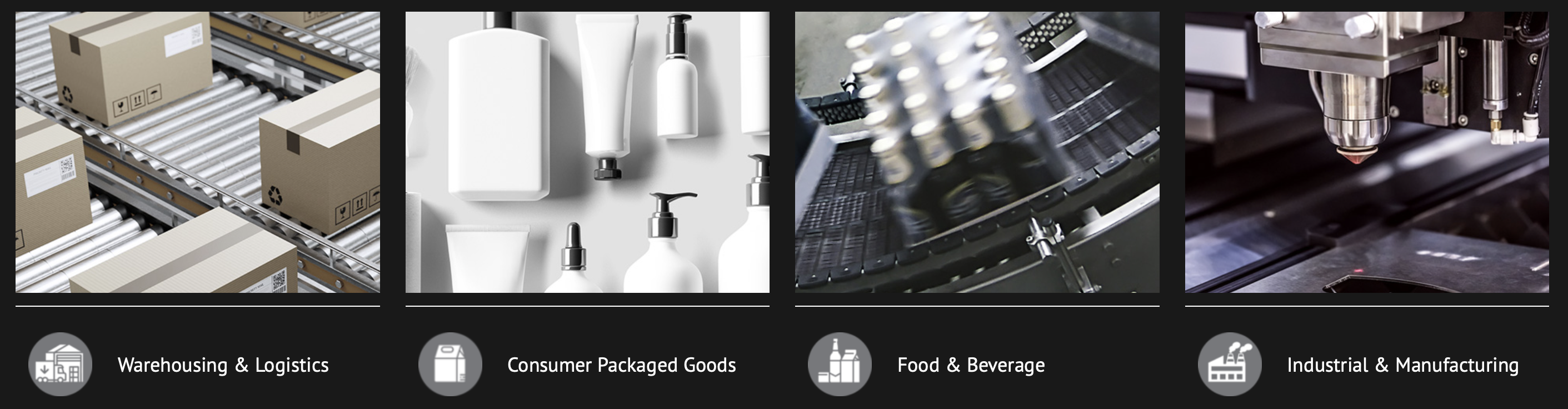
What can we help you convey?
Our Spiral Conveyors excel at moving bags, bundles, totes and different types of containers. They also move shrink wrapped items, cartons, crates, tires, carton wrapped items or trays. These conveyors are commonly used in packaging operations and warehouses. Whether it’s in the food and beverage industry, e-commerce fulfillment centers, or general manufacturing, our Spiral Conveyors can handle a wide variety of products.
The Mass Flow Spirals offers a smooth and reliable method for vertically conveying bottles, cans, jars, cups, pouches and other similar containers. It offers a continuous mass flow of the product at a high rate. The design of the Mass Flow Spiral allows for efficient space utilization, making it an excellent choice for conveying products in tight production lines.
The Ryson Bucket Elevator offers vertical and horizontal transportation of bulk materials in one robust unit. Its modular design and configurable options make them a unique and highly effective solution for any bulk material conveyor needs. Watch our Bucket Elevator video here.
Ryson’s vertical conveying solutions solve the challenges many warehousing or manufacturing professionals are facing. Our Spiral conveyors have become a popular choice for efficient and space-saving vertical transportation across a wide range of industries. From packaged goods to small components, bottles to bulk materials, our conveyors can handle an impressive array of items. Their ability to transport various products while optimizing floor space makes them a valuable asset in modern material handling systems.